-
業種・地域から探す

続きの記事![]()
工作機械産業
高精度研削加工支える基礎研究の動向
-

群馬大学大学院 理工学府 教授 林 偉民
【執筆】群馬大学大学院 理工学府 教授 林 偉民
研削加工で工具として用いられる砥石(といし)は微細な切り刃の集合体であり、「自生発刃」の研削メカニズムによって継続的な加工が可能だが、その学術的研究は切削加工に比べて立ち遅れている。実際の研削加工プロセスでは砥石の高速回転や砥粒の切り込みにより熱が発生し、研削表面に悪影響を与えるほか、研削熱は加工対象物(ワーク)や工作機械への流入により、加工精度にも悪影響を与える。ここでは、研削加工における砥石周りの空気の流れ解析や研削のワーク内部温度分布の研究事例を紹介する。
進化した日本の研削盤と加工技術
昨年11月に「第32回日本国際工作機械見本市(JIMTOF2024)」が盛大に開催され、さまざまな工作機械や複合加工機が発表された。研削盤もデジタル変革(DX)の流れに応え、自動化、知能化の面で進化していた。特に積層造形(AM)技術の急激な普及により、加工法の多様化や複合化がますます進んでいた。
また、3月5日から7日まで、千葉市美浜区の幕張メッセにおいて「グラインディングテクノロジージャパン(GTJ)2025」が開催された。研削盤や工具、各種材料の加工法とその周辺技術に特化した展示会で、機械部品の高精度・高能率量産への応用のほか、パワーデバイスなど半導体分野に使用する研削加工装置も多く出品された。
高い研削精度を実現するため、加工中の研削抵抗のリアルタイムの検出や、砥石表面の状態のモニタリング技術、機上計測技術の活用とともに、AI(人工知能)を組み込んだ加工ソフトの開発も活発に行われていた。研削加工の基礎研究成果は、これらの技術を支えてきた。
研削加工中のワーク内部の温度変化
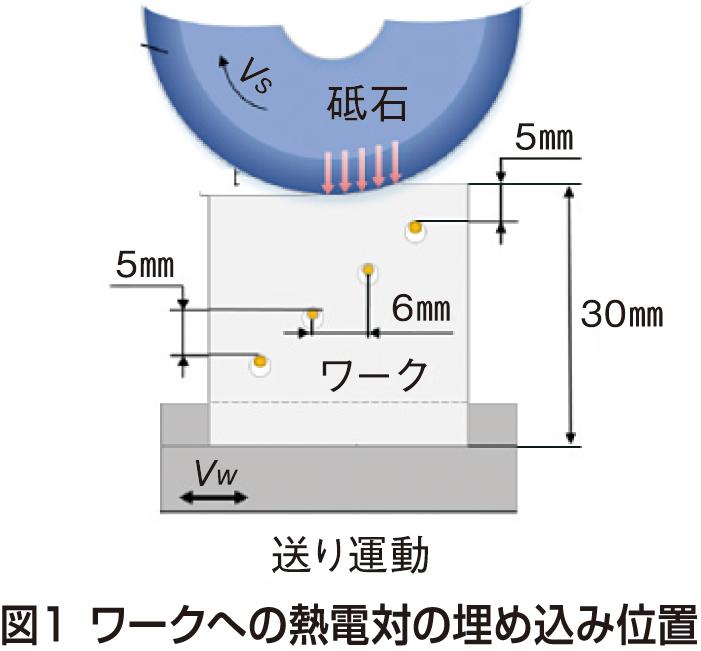
筆者は平面研削におけるワーク内部の温度分布測定やその解析を行った。熱伝導特性が異なる、30ミリ×30ミリ×13ミリメートルのTi-6Al-4V鋼と無酸素銅によるワークを用意し、図1に示すサンプルの各位置に熱電対を埋め込んで、研削時のワーク内部の温度変化を測定した。
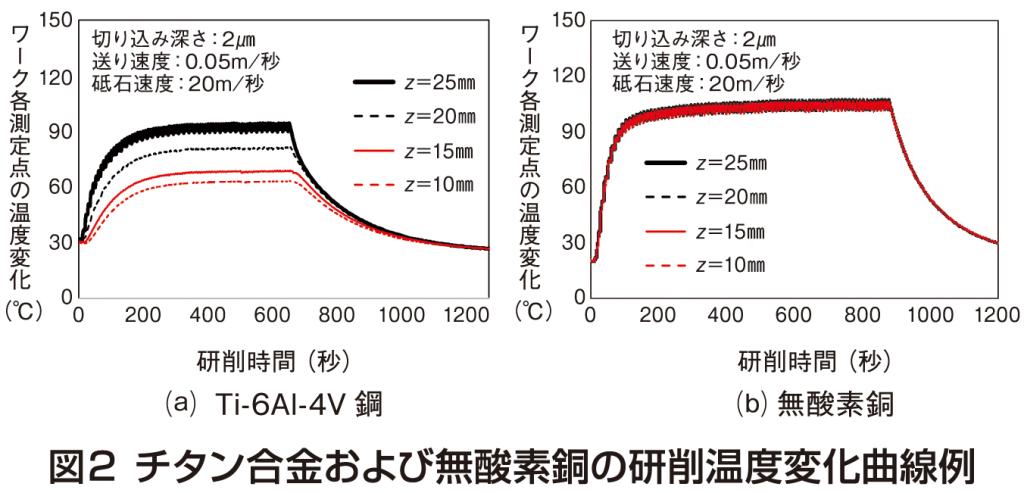
切り込み深さは1マイクロメートルと2マイクロメートル、砥石の線速度は毎秒10-35メートル、送り速度は毎秒0・05-0・25メートルの研削条件で研削を行った。図2に平面研削実験におけるワーク内部の温度変化事例を示す。研削材料の熱伝導係数の違いにより、ワーク内部の温度分布状態が異なることが分かった。
また、Ti-6Al-4V鋼の研削条件を変化させ、ワーク内部の温度変化を調べた。砥石速度の変化によるワークの温度影響が小さく、研削面表層の温度は砥石の線速度の増加に伴ってわずかに上昇するが、ワーク内部はほとんど影響を受けていなかった。
研削切り込み深さはある程度、研削温度に影響するが、送り速度が変化する場合はワーク内温度がそれに応じて上昇する。また、送り速度が速くなるとワーク表層の温度勾配がきつくなることが判明し、研削熱の温度が研削切り込み深さの増加に伴って高くなることが分かった。
砥石周りの空気の流れの可視化
砥石回転による空気の流動変化はワークや研削液の供給に大きな影響を与える。砥石周りの空気の流れの可視化はワークの温度変化調査においても重要な課題である。
本研究では砥石を模した円盤や実際の砥石を実験装置に取り付け、スモークマシンを用いて砥石周囲に煙を添加した。
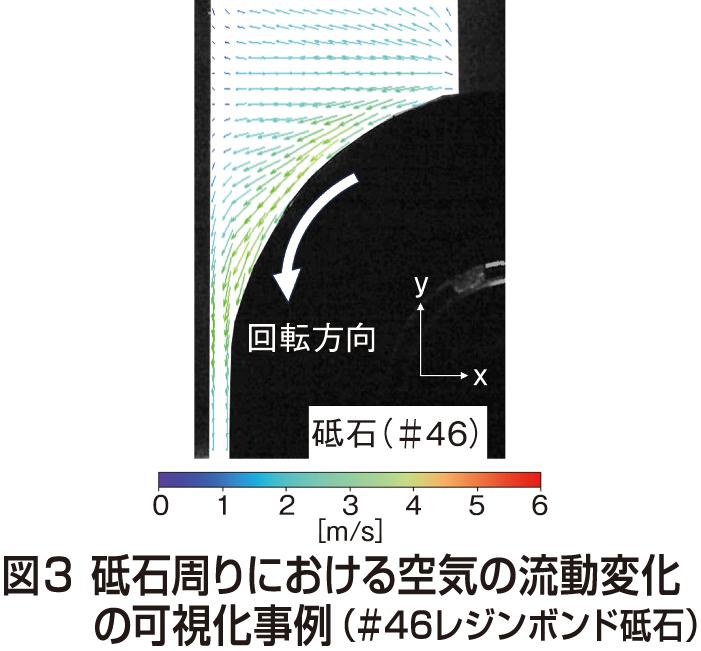
実験装置で円盤を回転させ、レーザーシート光を入射し、スモークマシンで煙を供給、レーザーシート光の断面での煙の挙動を高速度カメラで撮影した。撮影された画像に対し、粒子画像流速計測法(PIV)を用いて流動解析を行った。図3に毎分回転数2000回転の#46レジンボンド砥石における、砥石中央断面での煙の流速分布例を示す。図中の白い矢印は砥石の回転方向を表す。
壁面付近では砥石回転に伴って生じた流れが壁面(ワーク表面)に衝突し、そのあとワークに沿って上下に流れている様子が確認できる。砥石表面近傍の流速を比較すると、表面粗さが大きくなるほど流速の最大値が上昇していることがわかる。
今後は研削液を供給する際の砥石周りの空気の流れの可視化も試みる予定だ。