-
業種・地域から探す

続きの記事![]()
工作機械産業
機械加工のデジタル化に寄与 AI技術
-

中部大学 工学部 機械工学科 大学院工学研究科 機械工学専攻 准教授 古木 辰也
【執筆】中部大学 工学部 機械工学科 大学院工学研究科 機械工学専攻 准教授 古木 辰也
ドイツによる「インダストリー4・0」の提唱によって工作機械や産業用ロボットに多種多様なセンサーが実装され、生産設備のネットワーク化が進み、リアルタイムで膨大なデータを収集できるようになった。こうしたデータを活用し、生産の異常検知を行うAIが開発されている。例えば、加工機に搭載された振動センサーのデータを基に切削加工中のびびり振動を検知し、最適な加工条件へと自動調整する技術や、ドリルの摩耗状態を可視化し、工具や加工対象物(ワーク)の損傷を防ぐ技術が実用化されている。このようなAI技術の活用は、安定した加工精度と生産効率の向上に貢献している。この流れの中で、研磨加工分野においてもAIの活用が求められている。
はじめに
研磨加工は多種多様な産業分野において不可欠な工程である。例えば、射出成形用金型の製造では、切削加工後に研磨工程が必要となる。近年ではロボットを活用した自動研磨システムが開発され、熟練技能者の技術を再現する試みが進められているとともに実用化もされている。
しかし、研磨作業では均一な表面性状を得るために、熟練技術者が目視による官能評価を行い、追加研磨の要否を判断する工程が依然として存在している。筆者らは研磨ロボットに搭載した産業用カメラで撮影した研磨面画像から、表面粗さを推定するAIの構築を試みた。
研磨面粗さの推定におけるAI活用
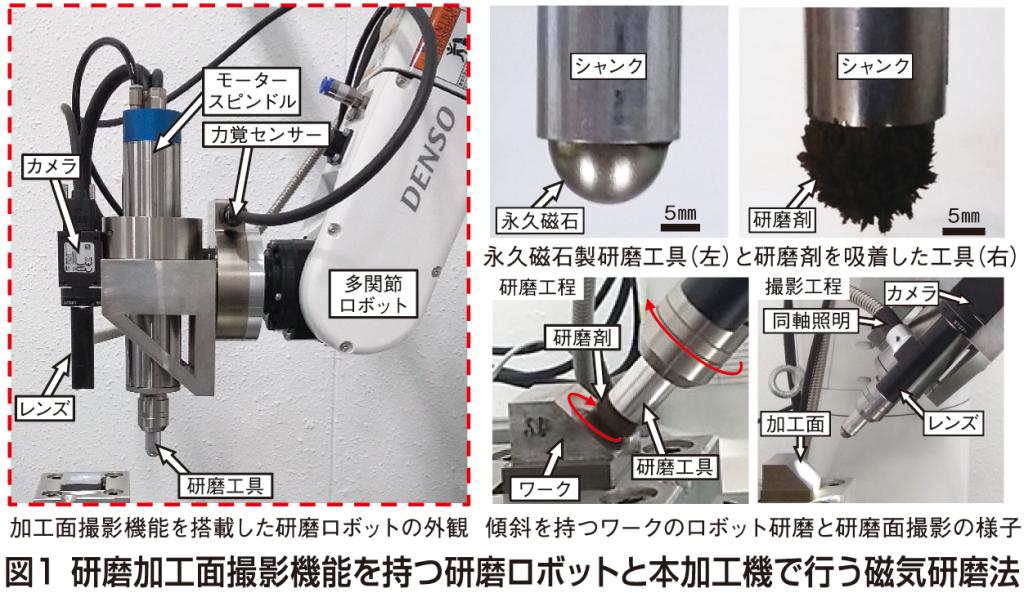
図1に本研究で構築した加工面撮影機能を持つ研磨ロボットを示す。本研磨ロボットのエンドエフェクターには、研磨工具を把持するモータースピンドルのほか、加工面を撮影する相補型金属酸化膜半導体(CMOS)カメラやレンズ、照明が搭載されている。
本研究では研磨手法として磁気研磨を採用した。具体的には、工具先端にネオジム磁石を持つエンドミル型の永久磁石製工具をモータースピンドルで把持し、磁性流体や砥粒(とりゅう)、磁性粒子を含む研磨剤を吸着させ、ワーク表面上で工具を自転および公転運動させることで研磨を行う。
研磨対象とするワークは射出成形用金型の自動製造を想定し、金属積層造形(AM)により作製されたマルエージング鋼である。本研究では45度の傾斜を持つワークをAM加工した後に、ボールエンドミルで切削加工し、研磨ロボットで研磨した。研磨後の加工面は搭載カメラで撮影され、画像データは外部のパソコンへ送信され、AIによる表面粗さの推定が行われる。
機械学習による表面粗さの推定
機械学習は「教師あり学習」と「教師なし学習」に大別される。教師あり学習は学習用データと検証用データを用意し、それを基に判別器を構築する手法である。サポートベクターマシン(SVM)や畳み込みニューラルネットワーク(CNN)などが代表例として挙げられる。
一方、教師なし学習はデータに明確な正解(ラベル)がない状態でデータの特徴を自動的に分類・抽出する手法である。クラスター分析や主成分分析が代表的な手法として知られている。
本研究では研磨面画像から表面粗さを推定するために、教師あり学習の一つであるSVMを採用した。SVMは学習用データとして画像特徴量を利用し、決定境界を作成する手法である。
異なる表面粗さを持つ研磨面画像を学習用データとして用意し、それぞれの画像に表面粗さの実測値をラベル付けした。画像特徴量の解析とSVMの最適なハイパーパラメーターの探索には、ベイズ最適化を活用することで、適切な決定境界(クラス間の境界)を探索する。決定された境界に基づき、未知の研磨面画像の表面粗さを推定する。
画像特徴量の抽出とその原理
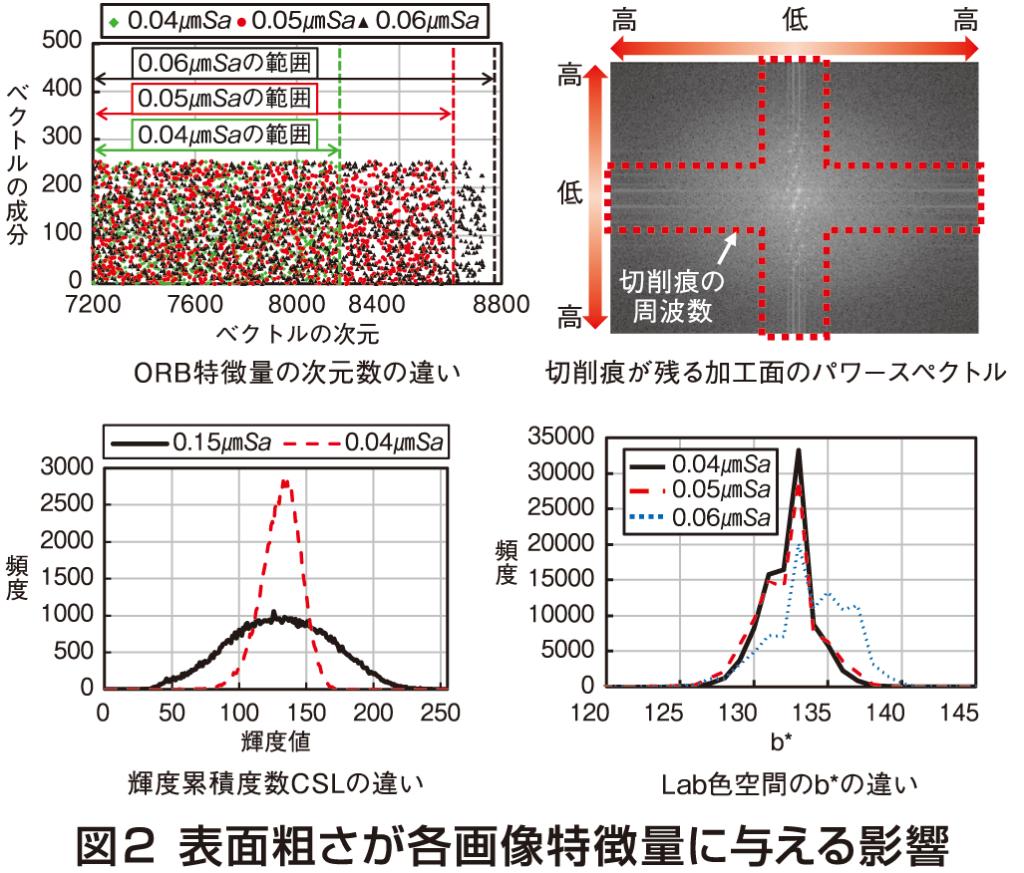
AIが画像を解析するためには、適切な画像特徴を抽出し、それを学習データとして利用する必要がある。本研究では図2に示す特徴量を採用した。
「ORB」は画像内の特徴点を検出し、局所的な情報を効率的に抽出する手法である。FASTアルゴリズムを用いた特徴点の検出と、BRIEFアルゴリズムによりバイナリー化された輝度情報を組み合わせることで、計算負荷を抑えつつ高い識別能力を実現する。表面粗さの大きさが特徴ベクトルの次元に影響を及ぼすことが判明している。
「FFTパワースペクトル」は画像の周波数成分を解析し、表面の周期的なパターンを抽出する手法である。研磨が不十分な場合、切削痕が周期的に残るため、特定の周波数成分にピークが生じるが研磨が進むにつれてピークは減少する。
「累積度数分布(CSL)」は、画像のグレースケールヒストグラムを累積度数として抽出する手法である。CSLは単調増加し、外れ値の影響を受けにくい特性を持つ。b*はLab色空間の青から黄色の色成分を示し、表面の反射特性に影響を受ける。研磨が進行するとb*の値が変化することから、表面粗さとの相関が見られる。
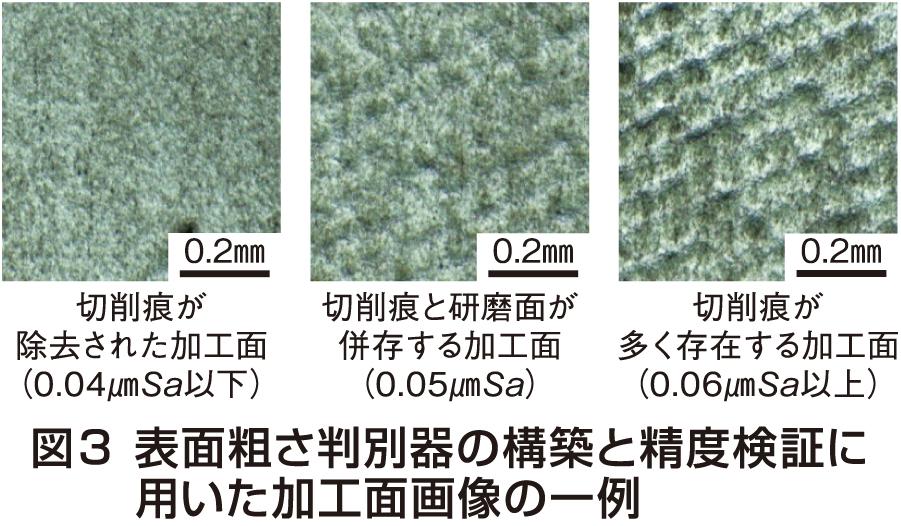
以上の画像特徴量を説明変数とする、表面粗さ判別器を構築した。ここでは①加工面に切削痕が残存する場合(表面粗さ〈Sa〉=0・06マイクロメートル以上)②切削痕と研磨面がともに存在する場合(Sa=0・05マイクロメートル)③切削痕が完全に除去された加工面(Sa=0・04マイクロメートル以下)-の3クラス分類(図3)を行う判別器を構築した結果を紹介する。
構築した判別器の推定精度の検証
構築した判別器の性能を正しく評価するためには「交差検証」が重要である。交差検証とはデータを複数のグループに分け、一部を学習用、残りを評価用として使うことで、過学習を防ぐ手法だ。
本研究では「k分割交差検証」と「1個抜き交差検証(leave-one-out)」を組み合わせた手法を採用した。k分割交差検証では、データをk個のグループに分割し、それぞれのグループを交互に評価用データとして使用する。これにより、学習時のデータの偏りを防ぎ、モデルの汎化(はんか)性能を向上させる。
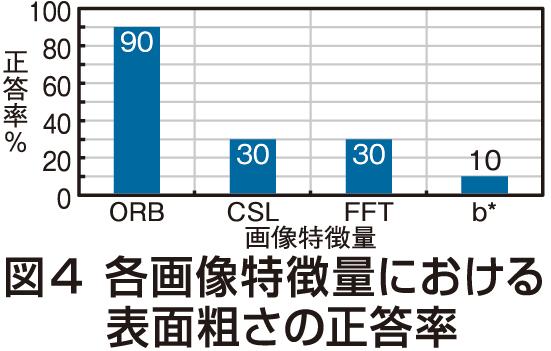
さらに、1個抜き交差検証を併用することで、モデルの評価精度をより厳密に検証した。構築した判別器の精度確認のため、学習用および検証用データを得るために使用したワークとは異なるワークを新たに用意し、そのワークから得た未知の表面粗さを持つ加工面の画像を判別器に入力した。判別器の精度評価の結果を図4に示す。
色情報であるb*は、学習データ取得時と未知データ取得時の撮影環境の変化の影響を受けて、正答率が低かった。輝度情報であるFFTパワースペクトルとCSLも正答率が低かった。
一方で、同じく輝度情報であるORBは高い正答率が得られた。これはFFTパワースペクトルとCSLが画像全体の傾向を特徴としているため、局所的変化の影響が相対的に小さくなったからだと考えられる。
ORBは局所的変化の大きさとその数を特徴として抽出しているため、切削痕が残存する表面状態の変化が大きな画像から、研磨痕のような微小な変化のみを持つ画像まで、幅広く捉えることができたと考えられる。
おわりに
機械加工におけるAI活用の一例として、ロボット研磨での教師あり機械学習を用いた加工面粗さの推定法について紹介した。今後、技術者人口の減少がますます課題になるだろう。AI技術の活用は従来の卓越したモノづくり技術に、デジタル化による維持や新知識発見の可能性をもたらすものと考える。