-
業種・地域から探す

超硬合金のボールエンドミル加工技術の確立~ダイヤモンド被覆工具の効用
-

摂南大学 副学長 理工学部 機械工学科 教授 諏訪 晴彦
【執筆】摂南大学 副学長 理工学部 機械工学科 教授 諏訪 晴彦
炭化タングステン(WC)を主成分とし、コバルト(Co)を結合金属として使用したWC-Co系超硬合金は、硬度や耐熱性が高いことから、従来の工具母材のほか、精密・超精密金型などへの利用も進みつつある。超硬合金金型の寿命はダイス鋼金型の数百倍に達するとされ、生産能率の向上と製造コストの低減へとつながることが期待されている。多品種少量生産への対応や高能率加工への期待から、超硬合金金型の中仕上げや仕上げ工程などを中心に、切削加工の実用化が進んでいる。
研究動向

多結晶ダイヤモンド(PCD)工具や、バインダーレスのナノ多結晶ダイヤモンド(NPD)工具による超硬合金金型の切削加工では、高能率加工に加え、表面粗さ(Ra)が4ナノメートル未満の鏡面仕上げが可能となっている。ここ10年程で、比較的安価なダイヤモンド被覆工具(ダイヤコート工具)による超硬合金金型の切削加工の研究も活発に行われている。
ダイヤモンド電着砥石(といし)などによる加工に比べ、ダイヤコート工具による切削加工は初期投資費用が高いことから、工具寿命の延長や切削条件の最適化を含む実用性の高い切削技術の開発が必須である。工具寿命を延伸するアプローチとしては、すくい面の薄膜層に微細加工を施し、切削抵抗を低減する方法や、超音波援用切削加工などがある。
筆者らの研究グループでは、汎用ダイヤコート工具を中心に中小型マシニングセンター(MC)による”手軽な”超硬合金切削のボールエンドミル加工技術の確立を目指し、WC粒子径とCo含有量で定まる材料特性に応じた切削条件の同定と切削機構の解明に取り組んでいる。表に当該研究で対象とする超硬合金の成分と特性値を示す。
切削特性
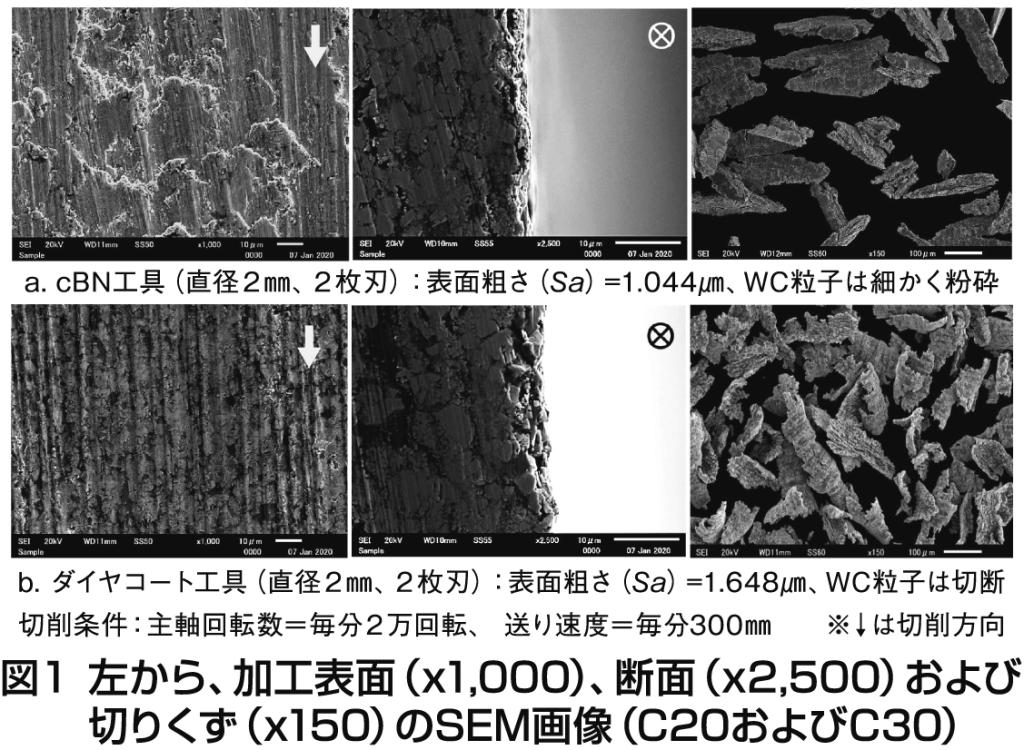
半径1ミリメートルの2枚刃ダイヤコート工具と2枚刃立方晶窒化ホウ素(cBN)工具を用いて、C20超硬合金を切削した際の加工表面および断面の形状を図1に示す。画像横幅はピッチ幅に相当する。cBN工具では加工表面から5マイクロメートル程度の領域においてWC粒子が細かく砕かれ、Coと混ざり合うような層が形成されている(図1a)。ダイヤコート工具では比較的大きなWC粒子は切断され、細かなWC粒子は粉砕されている(図1b)。
両工具ともに200マイクロメートル程度の大きさのせん断型切りくずを生成し、切削現象が生じている。cBN工具では直線的な切りくずであるのに対して、ダイヤコート工具ではカール状の切りくずとなっている。これらの切りくず特性は微粒F15超硬合金の切削においても同じ傾向であることが確認されている。
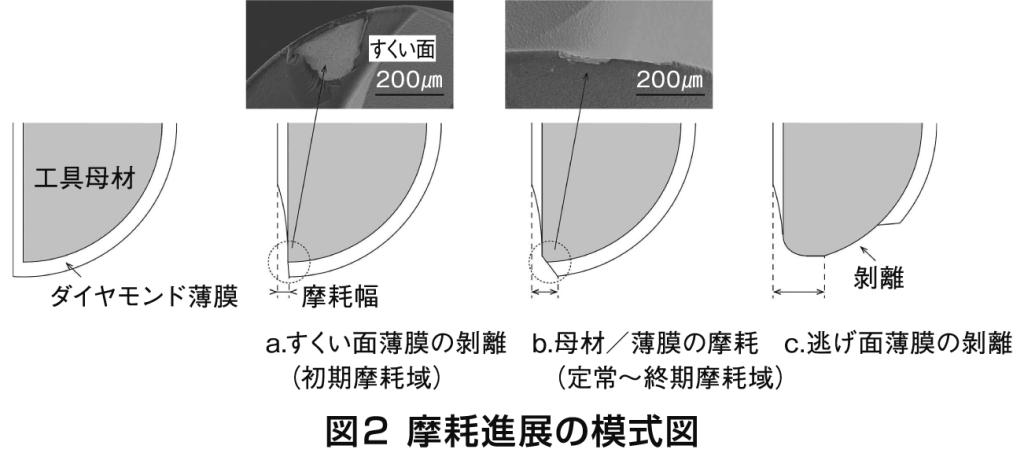
図2に刃先摩耗の観察から得られた摩耗機構のモデルを示す。切削距離が5メートルに満たない初期摩耗域において、すくい面のダイヤモンド被膜が剝離している(図2a)。ただし、剝離時期は材料特性に関係なくランダムに生起すると考えている。
このすくい面剝離後はおおむね定常摩耗域に入り、逃げ面側に残留するダイヤモンド被膜によって切削が行われる。切削が進むにつれて逃げ面側被膜が摩耗し、終期摩耗域へと入る(図2b)。平均粒度径2マイクロ-4マイクロメートルの酸化開始温度は550-600度C程度であり、摩耗進展の要因は切削熱によるWCの凝着摩耗だと考えられる。
終期摩耗域からさらに切削を行うと、図2cのように逃げ面の大部分のダイヤモンド被膜が剝離し、母材(超硬合金)が露出する。図2aの初期摩耗域の不安定性から(後述の図5でも同様)、すくい面側のダイヤモンド被膜が切削に寄与しない可能性がある。工具開発の観点では、初期摩耗域の不安定性を低減し、定常摩耗域を延長するためのすくい面側被膜の技術的工夫が求められる。
切削機構
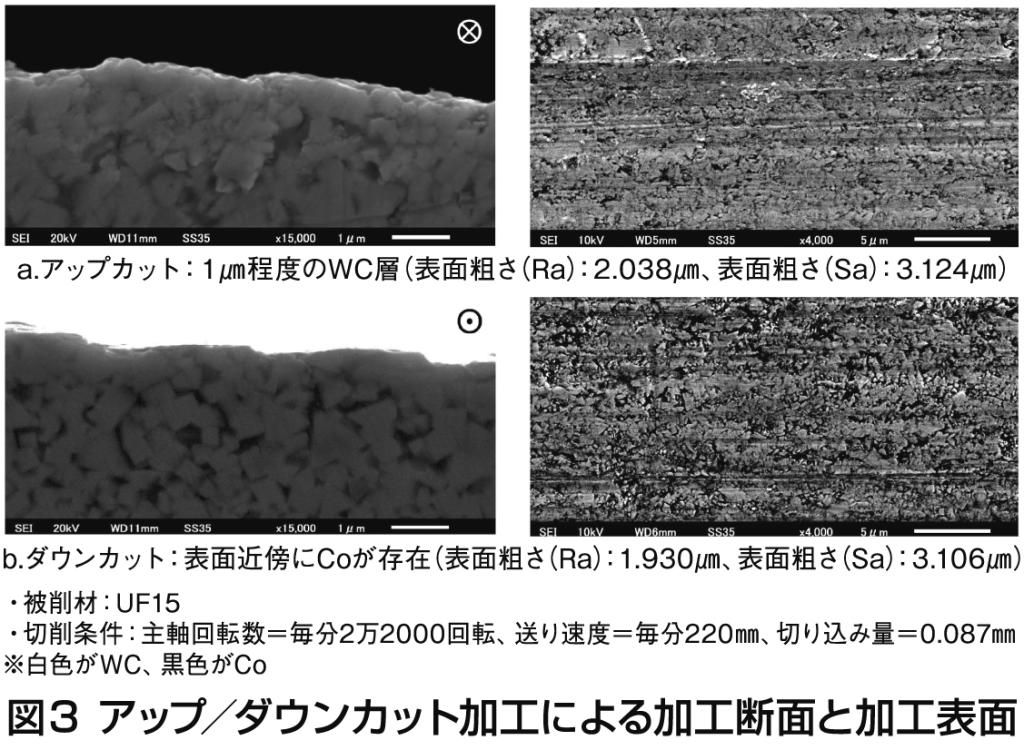
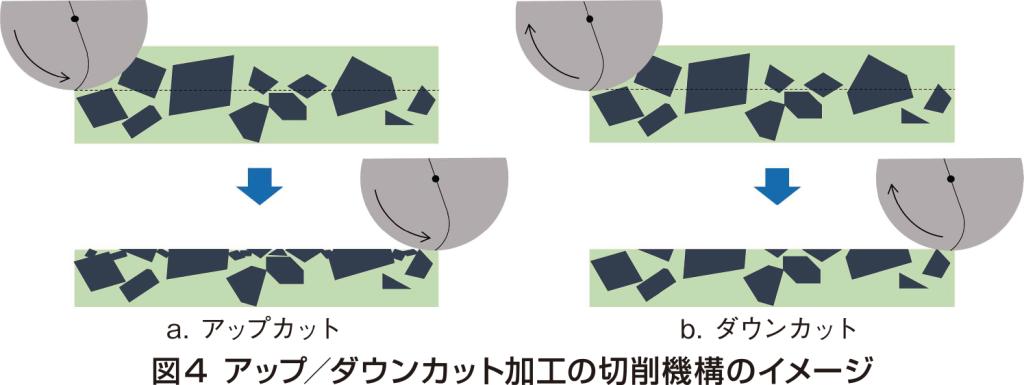
図3に超微粒UF15超硬合金のアップカットおよびダウンカット加工による加工断面と切りくず形状を示す。アップカットでは加工表面付近でWC粒子が粉砕され、1マイクロメートル程度のWC層が形成される。ダウンカットにおいても加工表面に0・1マイクロメートル程のWC層が観察されるが、表面近傍ではWC粒子は形状を保っており、かつWC粒子間にCoが存在することが確認できる。これらの知見の下、次のような超硬合金切削のメカニズムが考えられる。
アップカットでは切削厚さが増大するにつれてWC粒子が粉砕され、被削材表面に加えられる圧力により粉砕された粒子が押し固められていると考えられる(図4a)。一方、ダウンカットでは切削によって切断・粉砕されたWC粒子は加工創成面に触れることなく切りくずとして排出される。したがって、加工表面はWC粒子で覆われず、わずかなWC層が形成される。
切削条件の観点では、アップカットは1刃当たりの送り量や切削速度が小さいほど切削距離の延伸に有用である。ダウンカットは切削速度を早くすると切削距離が延伸する傾向にあることも判明している。
快削性付与による切削距離の延伸
快削性超硬合金とはホウ素あるいはホウ化物の少なくとも1種以上が、ホウ素元素に換算して0・005-0・5重量%含有される超硬合金である。とくにホウ素の含有量が0・5重量%以下の場合、超硬合金の機械的特性(密度、抗折力、ビッカース硬度、破壊靱性)への影響はないことが知られている。ホウ素またはホウ化物の自己潤滑性により、WC粒子間の衝突低減や粉砕しやすさに貢献すると考えられている。
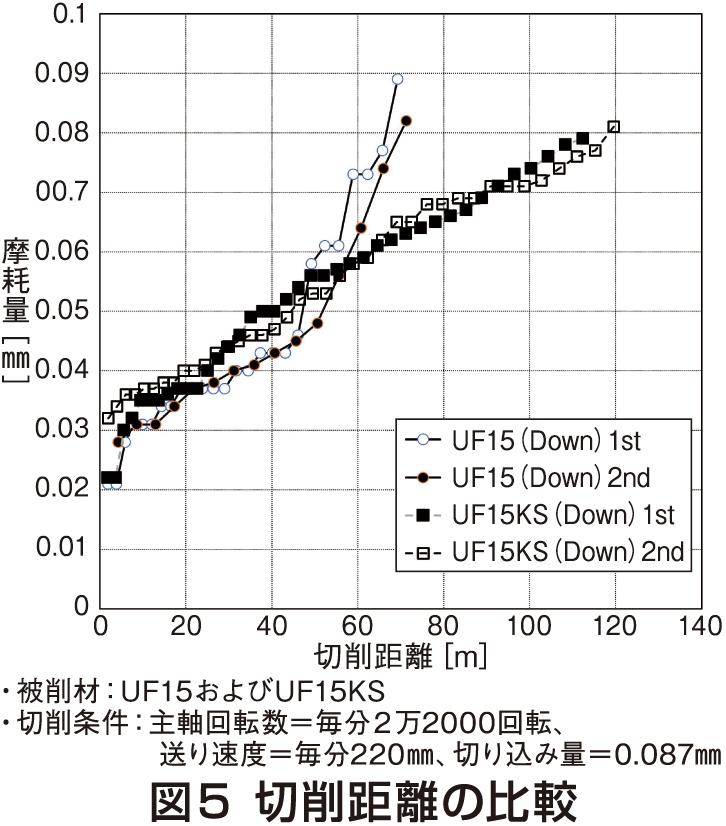
図5に一例として、UF15と快削性UF15(UF15KS)の同一切削条件下のダウンカット加工における切削距離の比較を示す。
切削距離50-70メートル程度の初期摩耗域において、摩耗進展のバラつきが見られる(図2aに相当)。摩耗幅0・08ミリメートルを実用上の工具寿命とした場合、UF15による切削距離は65メートル程度だが、UF15KSでは115メートル程度に延伸する。また、定常摩耗域において摩耗が線形増加しており、UF15に比べて安定した切削が可能であることがうかがえる。
さらに、快削性超硬合金に適した切削条件が存在する可能性もあり、さらなる切削距離の延伸が期待できる。
今後の展望
汎用のダイヤコートボールエンドミル工具と中小型MCを用いて、粗粒から超微粒に至る超硬合金を切削できる。生産能率の向上と製造コスト削減には、超硬合金の材料特性に応じた適切な切削条件の同定が不可欠である。超硬合金の科学的な切削モデルに、網羅的な切削実験の蓄積によるデータ駆動アプローチを融合した加工技術の展開にも期待したい。