-
業種・地域から探す

続きの記事![]()
工作機械産業
高い生産性・長時間の安定稼働を実現 横型マシニングセンター「MA-4000H」
-

横型マシニングセンター「MA-4000H」
【執筆】オークマ 技術本部 商品開発部 第六商品開発プロジェクト プロジェクトリーダー 城 良太
近年、労働人口減少や熟練技能者不足が深刻化している。同時に、世界的な脱炭素の取り組みが進み、企業は事業活動における二酸化炭素(CO2)排出量の情報開示を求められるようになっている。このような状況下で、生産加工における部品は多様化し、高品質・低コスト・短納期の要求が一層高まっている。そのため、生産現場では長時間の安定稼働が可能で、高生産性と高精度を維持しながら脱炭素・省エネルギーを実現する加工機と、柔軟な自動化対応が強く求められている。これらのニーズに応えるために当社が開発した横型マシニングセンター(MC)「MA-4000H=写真」を紹介する。
機械の特徴と加工対象物
本機は電気自動車(EV)、半導体製造装置、産業用ロボット、建設機械、油空圧機器など市場の幅広い加工分野において、高い生産性と長時間安定稼働を実現する400ミリメートル角パレットサイズの横型MCである。
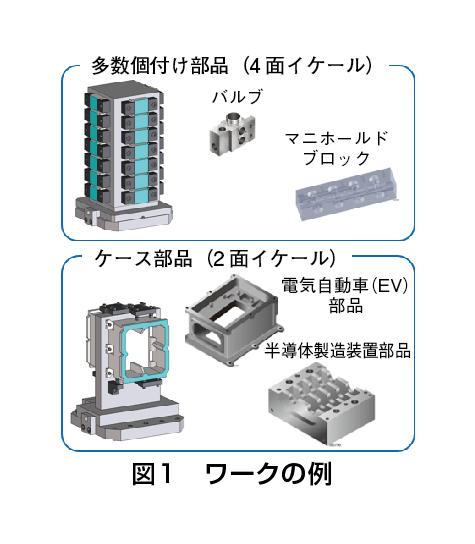
加工対象物(ワーク)の例として、半導体製造装置や油空圧機器関連のバルブ、マニホールドブロックなどの小物部品(図1上)、EVや半導体製造装置関連のケーシング部品(図1下)などが挙げられる。
前者はイケール治具にワークを縦に並べて多数個付けの加工を行うため、広い加工範囲が要求される。後者のEV部品のケーシングは、穴開け、タッピング加工が主になり、サイクルタイムの短縮が特に求められる。半導体製造装置部品のケーシングについては、アルミニウム材の削り出しワークが多く、主軸の出力と高い切りくず除去性能が要求される。
これらの要求に対し、生産性向上と自動化に向け、本機に搭載した技術を紹介する。
生産性の向上
①加工領域の拡大と高い加工能力
前述の多数個付けワークに関しては、1パレットに取り付けられるワークの個数で単位時間当たりの生産量と手離れ時間が決まる。近年、労働人口減少による人手不足が深刻化しており、長時間の手離れへの要望が高まっている。
本機は従来機に対し、加工領域を拡大することで、多数個付けワーク個数の増大と対応ワークサイズの拡大を可能とした。併せて、機械剛性を高め、拡大した加工領域においても安定した加工を可能にしたことで、要望に応えた。本機のストロークはX軸560ミリ、Y軸650ミリ、Z軸685ミリメートルとし、従来機比でY軸は16%、Z軸は10%拡張した。
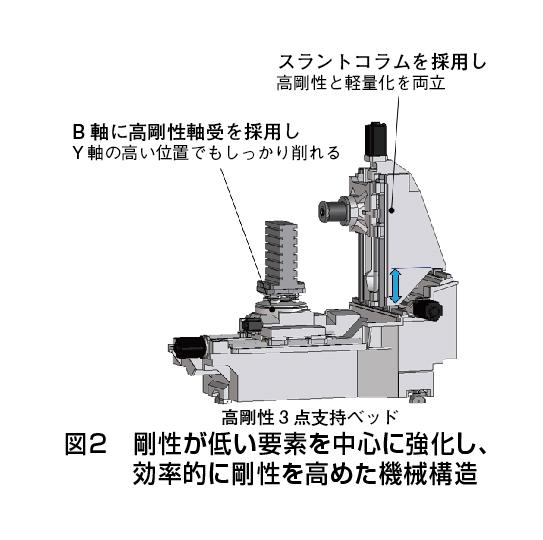
横型MCは機械の構造上、Y軸の高い位置ほど剛性面で不利になる。機械剛性が低いと加工時に主軸とワーク間の変位が大きくなり、多数個付けワークの上下での加工精度の差が生じることになる。
本機は従来機の機械モデルの有限要素法(FEM)解析により、要素ごとの剛性値を比較。剛性が低い要素を中心に強化を行うことで、構造体の重量増加を抑え、効率的に機械全体の剛性を上げる設計を行った(図2)。その結果、テーブル上面から400ミリメートルの高さにおいて、Z軸方向のテーブル主軸間静剛性を従来機比で35%向上することに成功した。
さらに、高い機械剛性を生かすため①鋼材を中心とした幅広い材種向けの標準毎分1万5000回転主軸(40%ED〈負荷時間率〉の最大出力=38キロワット、連続運転時の定格出力=18・5キロワット、20%EDの最大トルク=242ニュートンメートル、連続運転時の定格トルク=148ニュートンメートル)②アルミ加工向けの同2万回転主軸(15%EDの最大出力=43キロワット、連続運転時の定格出力=22キロワット、10%EDの最大トルク=137ニュートンメートル、連続運転時の定格トルク=54ニュートンメートル)③鋳物・鋳鋼部品向けに主軸の前軸受にころ軸受を採用した同1万2000回転主軸(40%EDの最大出力=38キロワット、連続運転時の定格出力=26キロワット、10%EDの最大トルク=302ニュートンメートル、連続運転時の定格トルク=148ニュートンメートル)-をラインアップ。
各主軸の出力、トルクを向上させたことで、さまざまな加工材種の高能率加工を実現する。加工実績として、炭素鋼「S45C」の直径100ミリメートルフライス加工で、毎分483立方センチメートル、直径20ミリメートルエンドミル加工で毎分704立方センチメートル、アルミ材「A5052」の直径25ミリメートルエンドミル加工で毎分4340立方センチメートルを達成している(標準1万5000回転主軸)。
また、自動化、省人化の取り組みは大企業だけでなく中小企業でも加速してきており、限られたスペースの中でいかに生産性を上げられるかが重要である。本機はストロークや最大ワーク寸法、最大工具長を拡大しながらも、機械の据え付け面積は従来機比で6%低減し、単位面積当たりの生産性を向上させた。
②非切削時間を短縮する俊敏な動作
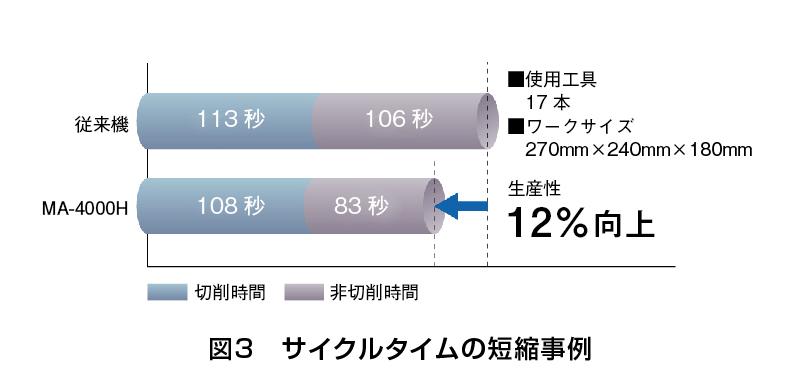
前述の加工能力を上げることは高能率加工を可能にし、切削時間の短縮につながるが、実際にワークを加工する上で、加工していない時間(非切削時間)が多く存在する。ワークの例として紹介したEV関連部品は、特に単位時間当たりの生産量が重要だ。本機は送り軸の加速度アップやB軸割り出し時間、工具交換時間の短縮により、サイクルタイム短縮の要望に応え、アルミの量産ケース部品加工で従来機比12%短縮を実現している(図3)。
B軸はノンバックラッシュのローラーギアカム駆動を採用し、割り出し後のクランプ時間短縮を追求した。これにより、90度割り出しにかかる時間を0・8秒まで短縮した。また、ローラーギアカムと歯車を組み合わせた駆動とすることで減速比を高め、重いワーク搭載時の割り出し時間の遅延を抑制。最大積載質量である400キログラムのワーク積載時でも、90度割り出し時間は0・94秒を達成した。この高い減速比は割り出し精度向上にも有効で、さらに部品精度の改善などのつくり込みを行うことで、高精度・高剛性で、高速位置決めが可能なB軸を実現した。
またディスク式工具マガジンの採用によって、最遠工具でも5・1秒の短時間割り出しを可能とした。さらに電動式の自動工具交換装置(ATC)シャッターによりシャッターと交換アームの同期制御を可能としたことで、最小工具交換時間(CTC)は2・15秒を達成した。工具交換の多いワークの加工において、大きなサイクルタイム短縮効果を得られる。
自動化対応

①長時間安定稼働に貢献するカバー構造
長時間の安定稼働を阻む原因として、切りくずによるトラブルがあり、切りくずを機内に滞留させず確実に回収できる構造が求められる。また、多量の切削液を用いた切りくず洗浄は、近年の省エネ、脱炭素と逆行しているほか、切削液温度の上昇やミスト発生にもつながり、加工精度や工場環境の悪化などの問題が生じる可能性もある。いかに洗浄流量を減らし、切りくず堆積をなくすかが重要である。
本機は機内の切りくず滞留を防ぐために、機内のコンベヤーを加工室内全域に配置する「フルセンタートラフ構造」を採用し、切りくずは中央のトラフへ落ち、スムーズに回収できるようにした。さらに機内カバーの凹凸を無くすことで切りくずの引っ掛かりによる滞留を抑制。機内シュート部は急傾斜で、かつステンレス材の採用により切りくずの排出性を向上させた(図4)。カバー構造の見直しでシュート部の洗浄流量を削減し、移動カバー周辺や摺動(しゅうどう)ワイパー部には個別に洗浄ノズルを配置することで切りくずのかみこみリスクの低減を行った。
このように機内洗浄を必要な箇所に必要な量だけ流すことで効率的に切りくずを排除でき、安定稼働はもちろん、切削液ポンプの出力低減が省エネにもつながる。
②フレキシブルな自動化を実現
横型MCは多面自動パレット交換装置(APC)やフレキシブル生産システム(FMS)の要求が増える一方、ロボットを活用した自動化システムも近年増加している。ロボットによるワーク交換を行うためには、ワーク着脱を自動化する必要があり、近年、治具配管の多数ポート化の要求が増えている。
本機はパレットスルー式治具ポート数を従来機比で倍増させ、段取りステーション側で最大16ポート、加工室側で最大8ポートに対応できる。また段取りステーションを自動旋回仕様にすることで、4面イケール治具の各面のワークの自動着脱を実現した。最大ポート数の中で油圧、エアブロー、着座確認の内訳をユーザーの生産形態に合わせて選択でき、柔軟な自動化対応が可能になった。
おわりに
高い生産性と長時間安定稼働を実現するスマートマシンとして開発した「MA-4000H」の基本性能と自動化対応技術を紹介した。今後も高生産性と社会課題を解決する技術開発を継続していく。