-
業種・地域から探す

続きの記事![]()
工作機械産業
[7面] 研削加工におけるデジタル技術と自動化の最前線
最新2機種による加工事例
【執筆】 アマダマシナリー 研削エンジニアリング推進部 研削ソリューション課 市岡 幸憲
現在の製造現場は、熟練技能者の減少や若年層の製造業離れによる「人材不足」と「技能伝承」の課題に直面している。特に精密研削加工は長年の経験が品質を左右するため、非熟練者への技能伝承が困難である。ここでは、デジタル技術により精密加工のスキルレス化を実現した、「デジタル円筒プロファイル研削盤 DPG—R—200」、およびロボット技術を活用して自動化、省力化を追求した「高精密成型研削盤 MEISTER—52 UP」の2機種を紹介し、製造現場の課題解決へのアプローチを詳述する。
直感操作可能なデジタル円筒プロファイル研削盤
-

写真1 デジタル円筒プロファイル研削盤DPG―R-200 -
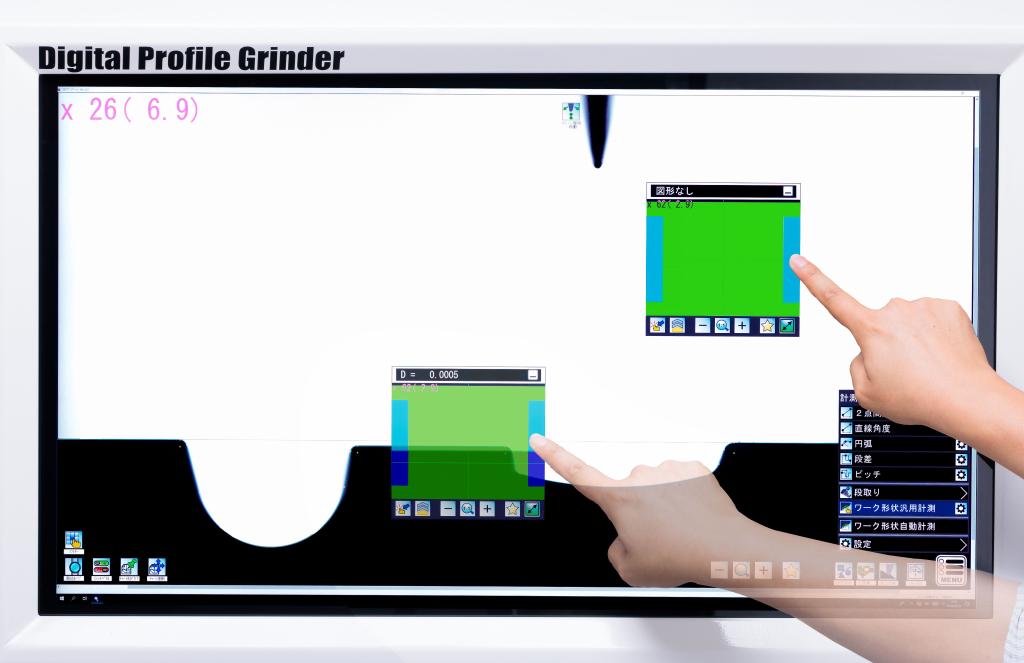
写真2 デジタルプロジェクター -
①デジタルプロジェクター
「デジタル円筒プロファイル研削盤 DPG—R—200=写真1」は、機械上部に独自開発したデジタルプロジェクター(写真2)を搭載している。32インチ・800万画素のタッチ式4Kモニターを採用し、26—110倍の間で倍率変更を可能とした。直感的な操作感により、ストレスフリーな作業環境を提供する。
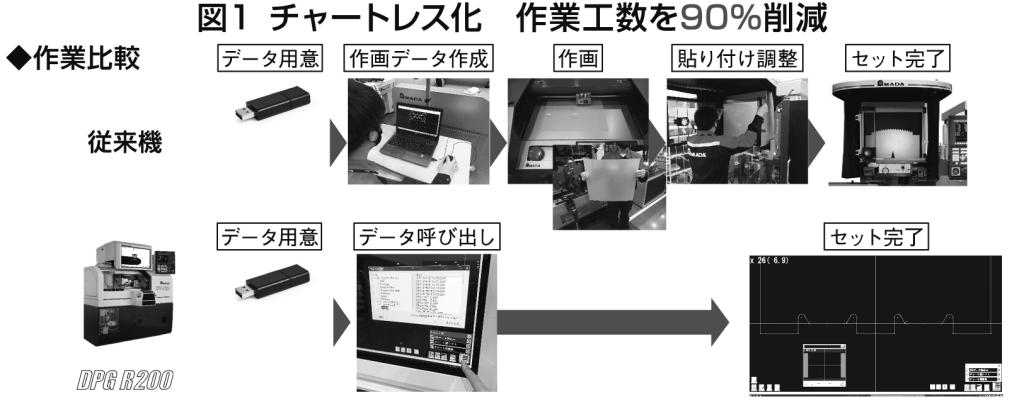
また、図面データ(DXFデータ)を読み込み、デジタルプロジェクター上に表示できるため、従来のチャート紙が不要となる。これにより、従来機では必須であったチャート紙の作画や張り替え作業が解消され、作業工数を90%削減した。さらに、チャート作画機やチャート紙の購入費用も不要となる(図1)。
②高倍率ルーペ
最大400倍に拡大表示が可能な高倍率ルーペは、画面タッチで瞬時に高倍率表示へ切り替わり、微細形状の正確な把握を可能とする。さらに、加工対象物(ワーク)の輪郭を自動で捉えるエッジ検出機能を搭載。半径(R)やテーパー角度、ピッチなどの計測作業を的確にアシストする。
③ワーク形状汎用計測
ワークの現在形状と図面データを比較し、エッジの誤差量を画面表示する。この機能により、熟練度に起因する計測のバラつきや、ワークを移動させて座標を確認する手間が解消される。また、ワークの取り付け状態や加工基準の確認など、段取りから加工まで幅広く活用可能である。
④自動計測と補正加工
熟練技能を要する計測・加工プロセスに対し、本機は加工経路に沿った自動計測と、目標精度への繰り返し補正加工が可能な機能を搭載している。これにより、作業者のスキルに依存しない安定した加工を実現した。また、従来機では不得意とされた円筒ワークの垂直エッジにおける基準計測を自動化し、自動補正加工の適応範囲を拡大させた。
⑤砥石旋回による効率化
砥石(といし)旋回角度をプラスマイナス45度へ広角化した。形状によっては、従来は複数枚必要とした砥石を1枚に集約でき、交換作業の負担とコストを削減する。
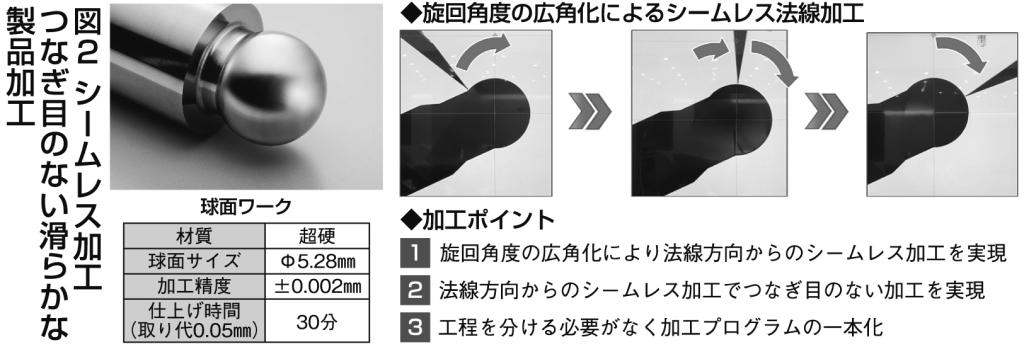
また、砥石先端点の制御によるシームレス加工により、加工プログラムの一本化が可能となった。特に球面形状で課題となる先端部の平坦化や削り残しを抑制し、つなぎ目のない滑らかな加工を実現する(図2)。
【加工事例】 DPG—R—200
①デジタル技術による作業工数削減
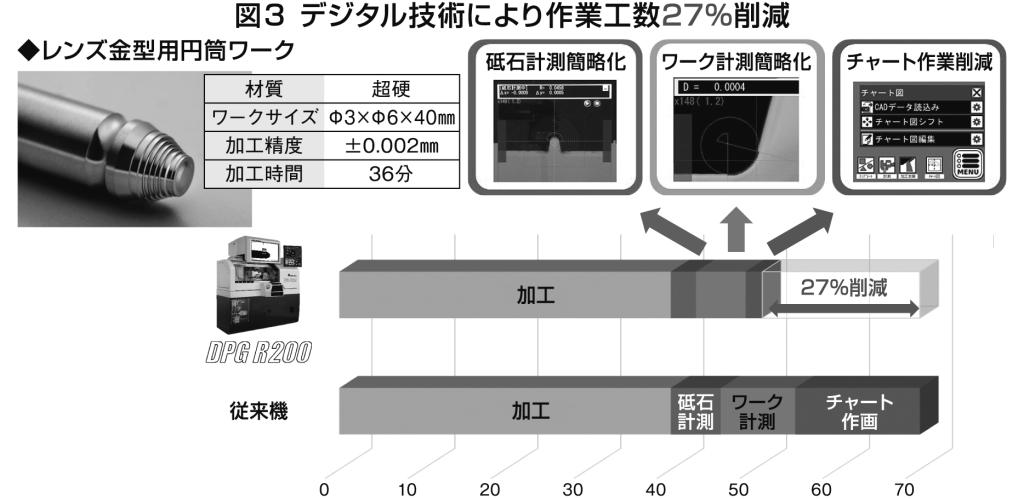
円筒ワークの加工事例(図3)では、デジタル技術の活用によりチャート作画や計測作業工数を27%削減した。デジタルプロジェクターによる計測の簡便化と自動化の融合が、技能の属人化を解消し、熟練度を問わず加工品質の安定と生産効率の向上を実現した。
②新機能とATC装置による作業工数削減
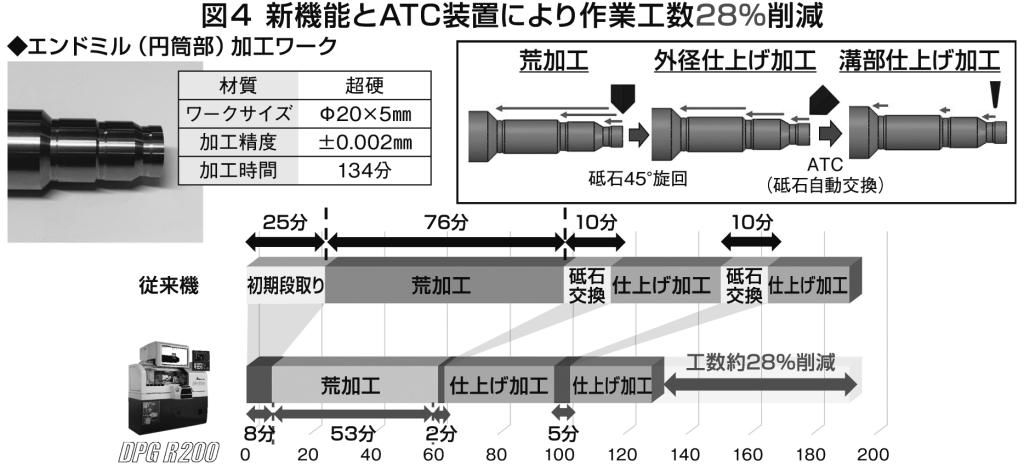
新機能「荒加工パッケージソフト」により、プロジェクター上で荒加工から仕上げ加工までの一連のプログラム作成が可能となった。90度V砥石による深切り込みと45度旋回機能を活用し、荒加工時間を30%短縮。
さらに図面データの直接読み込みや、砥石自動交換(ATC)装置(オプション)の導入により、初期段取りを17分、全体工数を28%削減した。これにより作業介入を抑え、自動化効率を50%向上させている(図4)。
ATC装置には、砥石を最大4枚までストックできる。旋回角度を広角化したことで、1枚の砥石で対応できる加工範囲が広がり、砥石交換の頻度を最小限に抑えることが可能となった。これにより、作業介入なしで荒加工から仕上げ加工までの全工程を完了することができる。
自動化・省力化を追求した高精密成型研削盤
-

写真3 MEISTER-52 UP -

写真4 ビルトインロボット -

写真4 3軸ローダー装置
高精密成型研削盤の従来機をブラッシュアップし、自動化・省力化を追求した「MEISTER—52 UP=写真3」を紹介する。
本機は自動化・省力化を実現する搬送システムとして「ビルトインロボット」と「3軸ローダー装置」の2種類から選択が可能である(写真4)。
ビルトインロボットは、ATCと自動ワーク交換(AWC)の両機能を備えている。本体後方右側のストッカー内にロボットを搭載することで、従来機と同等のフロアスペースを維持した。ATCは注水ノズルも同時に交換することで加工効率を向上させ、AWCは最大縦100ミリ×横100ミリ×高さ70ミリメートルのワークやパレットの搬送に対応する。
また、3軸ローダー装置も同様に本体後方右側に搭載可能である。加工ワークに合わせた専用パレットを最大18枚まで収容可能なストッカーと併設し、効率的な自動搬送を実現する。
【加工事例】 MEISTER—52 UP
①5面連続加工仕様
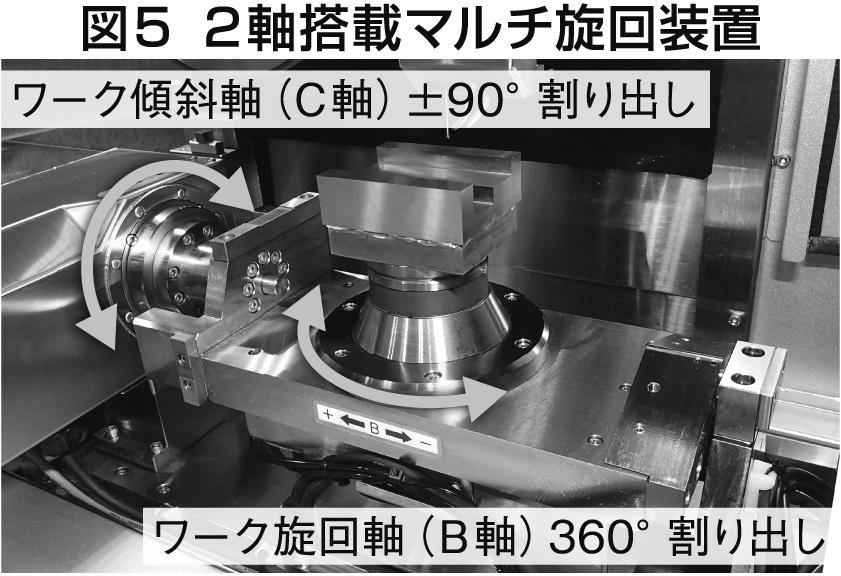
「2軸搭載マルチ旋回装置」(図5)による高精度な割り出しにより、ワンチャッキングでの5面連続加工を実現している。
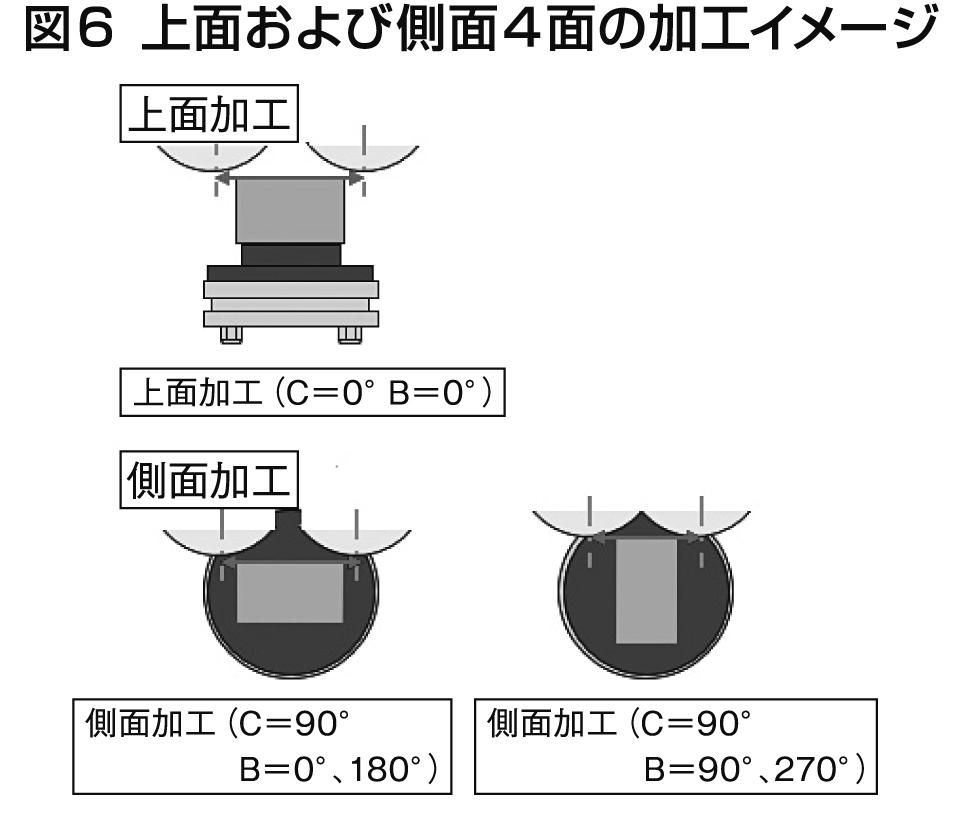
同装置はワーク傾斜軸(C軸)と旋回軸(B軸)で割り出しを行い、上面および側面4面の加工を可能とする(図6)。さらに、ワークの角部へのC面加工や、加工前の位置決め(アライメント)作業にも対応している。
計測には「機上計測装置」を活用し、アライメントから加工前の寸法確認、さらには荒加工から仕上げ加工前後の寸法計測までを一貫して行う。目標寸法に達するまで自動で補正加工を繰り返すことで、人的誤差を排除した安定した加工を実現している。
また、加工プログラムは対話入力方式を採用しており、必要な情報を入力するだけの簡単な操作とした。複雑な多面加工においてもプログラミング工数を抑え、効率的な運用を可能にしている。
②5面連続加工の自動化事例
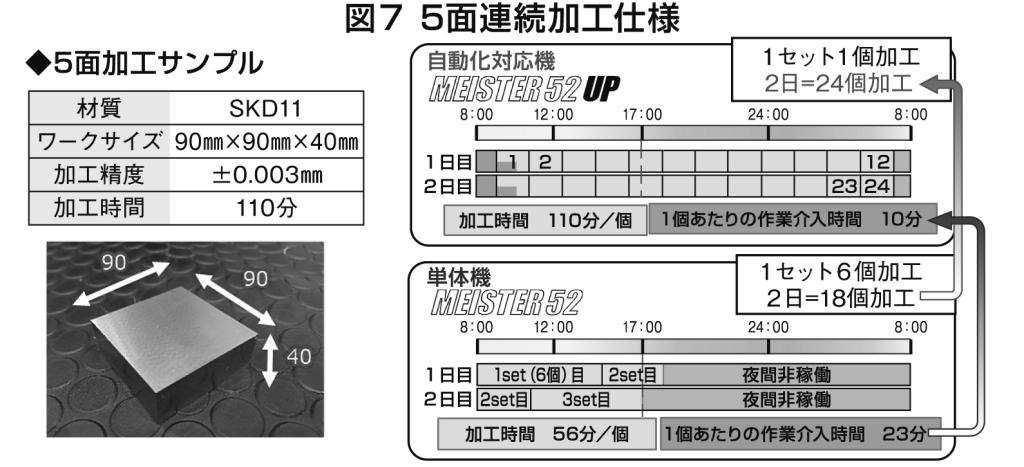
単体機と自動化対応機による2日間の加工実績を比較した(図7)。ATCおよびAWCの活用により、単体機では2日間で18個であった加工数が、自動化対応機では24個まで増加し、生産効率を25%向上させた。また、ワークの機外段取りや機上計測装置の活用により、1ワークあたりの作業介入時間を23分から10分へと短縮し、50%以上の省力化を達成した。
本事例において、従来は熟練技能を必要とした微細な調整や計測を機械が自動で行うため、経験の浅い作業者でも安定した品質を維持することが可能となった。
③センターレス研削自動化仕様
-

写真5 センターレス研削装置 -
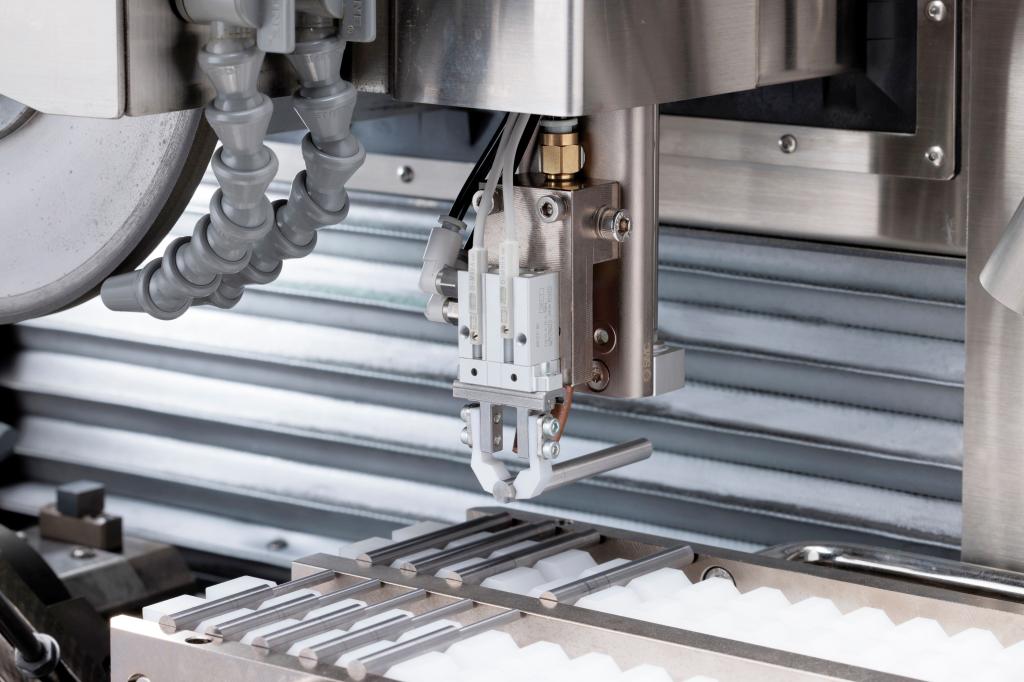
写真5 機内ローダー装置
円筒ワークを並べたパレットをビルトインロボットまたは3軸ローダー装置で機内に搬入する。パレット内の円筒ワークは、砥石軸横に搭載した「機内ローダー装置」で順次搬送し、加工する。機内でのワーク搬送により移動距離を最短化し、より効率的な自動加工を実現した(写真5)。
計測には円筒ワークに対応した平形スタイラスを使用。加工前後の寸法計測を一貫して実施し、目標寸法に達するまで自動で補正加工を繰り返す。これにより、高精度な円筒研削の連続自動運転を可能にしている。
④センターレス研削加工の自動化事例
センターレス研削装置と3軸ローダーの連携により、段付き円筒ワークにおいてプラスマイナス3マイクロメートルの高精度を維持した、連続30本の加工実績を達成している。この実績に基づき、機上計測・補正加工および、機上ドレッサー装置による加工中ドレスを併用することで、長時間にわたる安定した自動運転が十分に可能であると判断している。
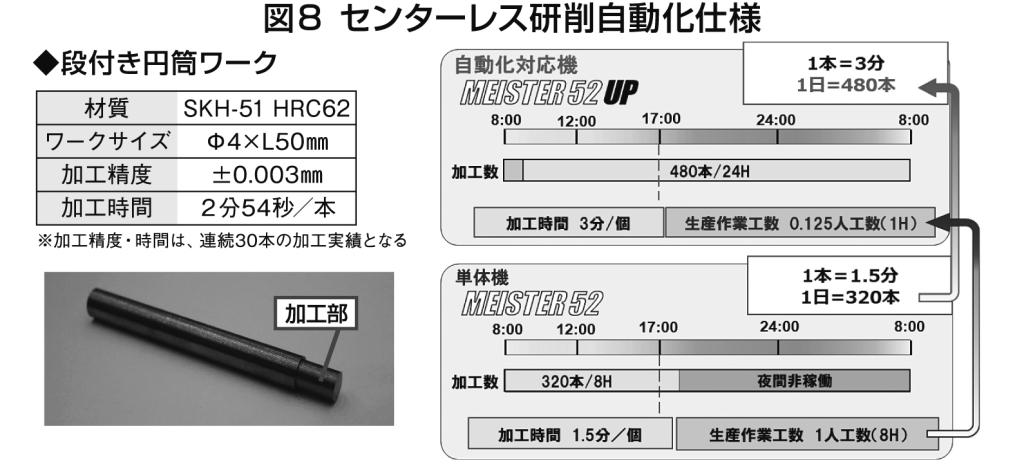
24時間連続運転を見据えた加工提案(図8)では、1日480本の加工数を目標としている。これは単体機比で生産性を50%向上させるものであり、同時に段取りの簡略化と自動化により、作業工数を1人工から0・125人工へ大幅に削減する。現在は、実運用に向けたさらなる実績の確立を進めている。
付加価値の高いマシン提案と現場支援
現在、研削加工の現場においてもスキルレス化と自動化への要求が高まっている。当社は研削盤におけるデジタル化、自動化にいち早く取り組んできた。今後も顧客に高い生産性と優れたコストパフォーマンスを実現していただくため、付加価値の高いマシンの提案とモノづくりの支援を第一に考えていく所存である。