-
業種・地域から探す

続きの記事![]()
工作機械産業
[6面] CNC精密自動旋盤の進化と技術革新の方向性
【執筆】 ツガミ 技術部 自動盤グループ
近年、切削加工を取り巻く環境は、人手不足や多品種少量生産、短納期化など大きく変化している。こうした課題に対し、工程集約と同時加工による生産性向上が重要な技術潮流となっている。ここでは、前後刃物台の独立構造を特徴とする主軸移動型自動旋盤BWシリーズと、その最新機種BW389ZJを取り上げ、切削加工の技術開発動向と新たな加工プロセスの可能性を紹介する。
工程集約で生産性と品質を向上
切削加工は工具材質や機械剛性の向上などを通じて発展してきたが、近年は人手不足や市場競争の激化、製品ライフサイクルの短期化など、従来とは異なる課題に直面している。特に自動旋盤では、多品種少量生産への対応力と、熟練技能に依存しない安定したプロセス構築が求められている。こうした背景のもと、切削加工の技術開発は新たな段階へ移行しつつあり、その大きな潮流が工程集約と同時加工による生産プロセスの再構築である。
従来は複数の機械に分散していた旋削、ミーリング(切削加工)、穴開けなどの工程を一台に集約することは、仕掛かり品削減やリードタイム短縮に加え、加工対象物(ワーク)着脱に伴う誤差の排除にもつながる。単に“削る”だけでなく、“どう削るか”を高度に制御し、生産性と品質を同時に高める技術が、企業競争力を左右する。
BWシリーズについて
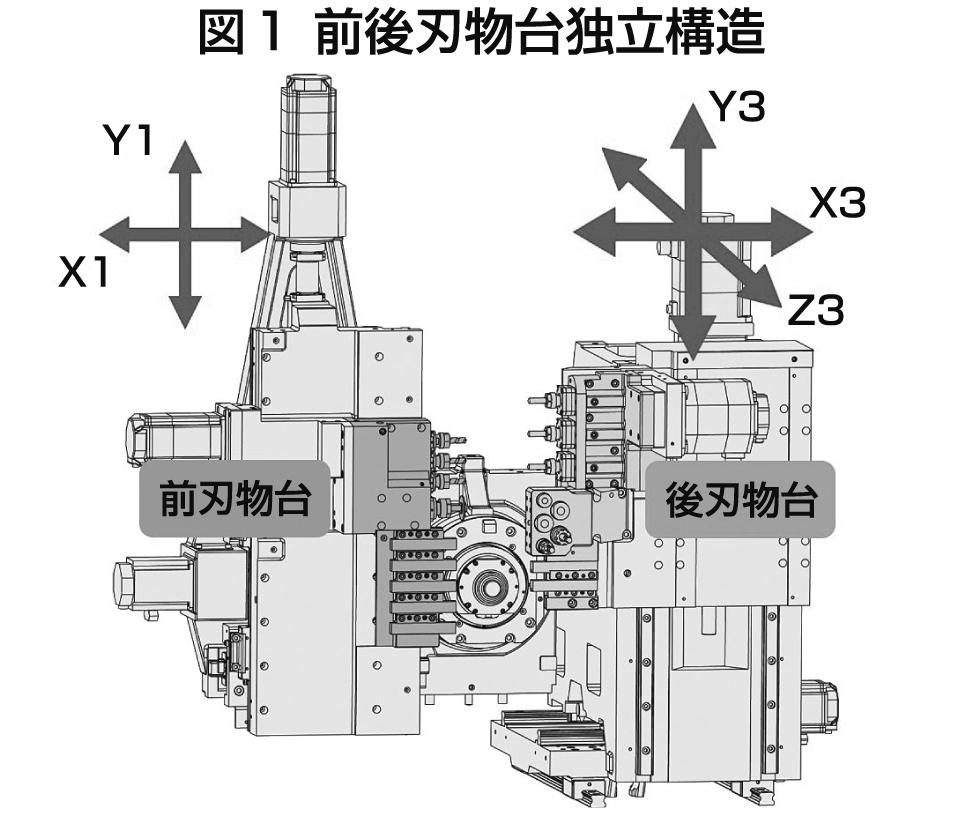
主軸移動型自動旋盤における工程集約と同時加工の重要性が高まる中、当社が開発してきたBWシリーズは、その潮流を体現する製品群である。最大の特徴は、前後刃物台を独立制御する構造(図1)により、別々の工具で異なる加工を同時に行える点にある。従来の一体構造では困難だった多彩な同時加工を可能にし、工程集約の基盤となっている。
この独立構造により、以下のような同時加工が実現する。
①バランスターニング
前後の刃物台に取り付けた二つの工具でワークの両側から同時に切削する。粗加工と仕上げ加工を同時に進められ、加工時間を大幅に短縮できる。
②同時ミーリング
六角形やスプラインなど割り出し回数が多い加工では、前後刃物台が別々の位置で同時にミーリングを行うことで、実質的な割り出し回数を削減し、工程を効率化する。
③同時穴開け
異なる径や深さの穴を同時に加工したり、複数の穴加工を一工程で完結させたりできる。
④重畳制御加工
前刃物台がZ1軸で旋削加工を行っている最中に、後刃物台がZ3軸で端面加工を同期して進めるといった、Z軸同士を同期させて別工程を重ね合わせる加工である。
さらに、正面側で前後刃物台が同時加工を行いながら、背面側でも背面刃物台が独立して加工できる3系統同時加工に対応する。複数工程を干渉なく同時進行でき、工程集約の効果を最大限に引き出す。
また、加工安定性の確保も重要である。近年は、切りくず処理性を大幅に向上させる1軸揺動切削が注目されている。サーボ軸に微小な揺動を与えながら切削することで、切りくずを強制的に分断し、排出性を高める技術である。
この揺動切削を前後刃物台の独立構造と組み合わせることで、例えば、前刃物台で外径加工を行いながら、後刃物台では溝入れ加工を揺動切削で同時に進めるような、多様な加工パターンを構築できる。
本シリーズはこうした工程集約と同時加工を軸に、生産性向上と省人化を両立する機種として進化を続けてきた。その思想は、次に紹介する最新機種BW389ZJにも確実に受け継がれている。
最新機種BW389ZJ
-

BW389ZJ外観
BWシリーズに新たに加わったBW389ZJ(写真)は、独立刃物台構造を継承しつつ、現場の要求に応える機能強化を図った最新モデルである。特に重要な三つの特徴を紹介する。
①直径38ミリメートル対応と高剛性
従来の直径32ミリメートル素材から直径38ミリメートル素材へ最大把握径を拡大した。大径素材では切削負荷が大きく、機械剛性が重要となるため、従来機(BW329ZJ)と同じフロアレイアウトを維持しながら、設計段階で構造解析を繰り返し行い、高剛性構造を実現した。
その結果、機械構造用炭素鋼(S45C)素材で切削断面積2・4平方ミリメートルという重切削を実現した。これは従来では困難だった加工領域に踏み込めることを意味し、加工現場の可能性を大きく広げる。
②プログラム作成支援機能

多彩な同時加工は生産性向上に大きく寄与する一方、プログラム作成が複雑になるという課題があった。
そこで、バランスターニングや同時ミーリングなどの動作をパターン化し、必要情報を入力するだけで同時加工を実現する「加工条件プリセット機能」を新搭載した。コード量は従来比約3分の1となり、熟練者でなくても高度な前後刃物台の同時加工を扱える(図2)。人材不足が深刻化する中、技能平準化に大きく貢献する機能である。
③使い勝手の向上
現場での使い勝手を徹底的に磨き込むことにも重点が置かれた。実際に操作してもらいながら、日常作業で感じる細かな不便や改善要望を拾い上げ、一つひとつ反映した。
操作盤のボタン配置見直しや加工室近傍での操作性向上、背面主軸カバー形状変更によるメンテナンス性向上、ワーク排出部の視認性改善、ワークシュート調整の容易化など、日常作業に直結する改善を積み重ねている。
ソフトウエア面でも、使用環境に応じた熱変位補正の切り替え機能、ドリルサイクルソフトの新規搭載、既存ソフトの更新など、実用性を高めるブラッシュアップを行った。
実加工例と省エネ効果
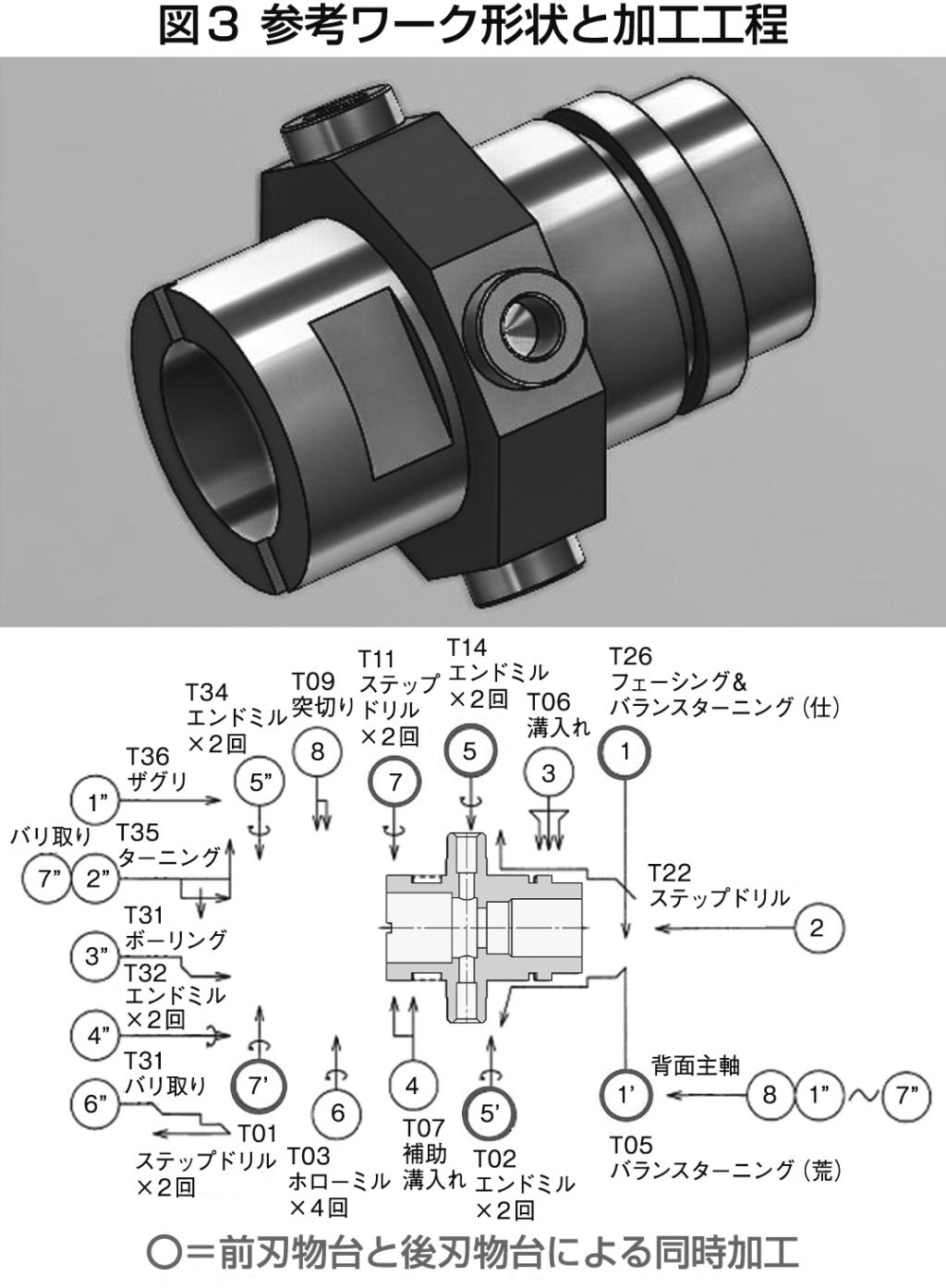
BWシリーズの特徴である前後独立刃物台構造と同時加工能力が、実加工でどれほどの効果を生むのか。具体例として、直径38ミリメートル素材のコネクター部品の加工事例を紹介したい。本事例ではBW389ZJを使用した(図3)。
従来機(前後刃物台一体構造)の加工時間が101秒だったのに対し、同機では79秒という結果となり、22秒(約22%)のサイクルタイム短縮を達成した。1個あたりの短縮はわずかに思えるかもしれないが、これを24時間稼働、月産数万個の単位で換算すれば、生産量は劇的に増加する。これは工場のフロアあたりの生産性向上に直結し、限られたスペースで最大成果を求める企業にとって大きなメリットとなる。
さらに、現代の製造業において避けて通れないのが環境対応である。当社ではBWシリーズをはじめとする各製品で省エネルギーパッケージを標準搭載しており、本機も同様に、加工中・待機中・停止中のエネルギー消費を最適化する。エアパージ遮断、省エネモード、ECO運転、消費電力モニターなどの機能により、電力と圧縮空気の無駄を抑え、環境負荷の低減にも貢献する。
現場の競争力強化を目指す
切削加工は金属加工の基盤技術として長い歴史を持つが、その進化は今も続いている。同時加工、1軸揺動切削、工程集約、プログラム自動化、省エネ技術は、もはや個別の要素ではなく、互いに連携しながら加工現場の働き方や生産体制を変えつつある。
BWシリーズは、こうした現代の切削加工における技術開発動向を凝縮した象徴的な存在であり、現場の生産性向上に大きく寄与する製品群である。当社は今後も、加工現場が直面する課題の一つひとつに真摯(しんし)に寄り添い、技術革新を通じて「削る」という行為の可能性をさらに広げ、世界のモノづくりを支えていく。さらに、導入後の現場適応と人材育成を見据えた支援体制の整備も重要である。機械の多機能化は現場の運用負荷を変えるため、導入企業には運用マニュアルの整備、現場教育、保守体制の強化が求められる。
当社は機械本体の提供にとどまらず、現場での立ち上げ支援、定期的な新技術のアップデートを通じて、稼働率向上と長期的なコスト低減を実現する取り組みを進めている。これにより、単なる設備投資を超えた「現場の競争力強化」を目指すことが可能になる。