-
業種・地域から探す

続きの記事![]()
工作機械産業
[5面] 切削加工における技能レスと高効率化に向けた最新の動向
【執筆】 芝浦機械 工作機械カンパニー 工作機械技術部 加工開発課 栗山 邦隆
-

芝浦機械 工作機械カンパニー 工作機械技術部 加工開発課 栗山 邦隆
モノづくりの基幹産業である産業機械や建設機械、造船、発電などに向けた切削加工における課題解決と最新技術を横中ぐりフライス盤(以下、横中ぐり盤)の視点から解説する。主軸対向配置による芯出し工程削減、熱変位のリアルタイム補正、W軸活用による省エネルギー加工など切削加工の品質向上や生産性向上について述べるとともに、熟練技能への依存を減らす当社製品の事例を示す。さらに数値制御(NC)言語の自動変換ソフトを通じたデジタル変革(DX)化にも言及し、持続可能な高品質生産の実現を展望する。
モノづくりを支える基幹産業
自動車産業をはじめとするマスマーケットに対して、産業機械や建設機械、造船、発電などは、市場規模こそ小さいがモノづくりを支える基幹産業として知られている。このような市場に必要とされる加工部品は重厚長大であり、マシニングセンター(MC)では対応が困難な切削加工を必要としながら、加工の位置精度や同軸度など高い幾何公差が求められる箱物・枠物部品の切削加工も多い。
このようなアプリケーションでは、剛性を保ったまま深い穴加工ができる点や大きな加工物への対応力から、主軸自体が伸び縮みするW軸を持つ横中ぐり盤の適用が多い。例えば、箱物部品の両側にある穴の中心を高精度に合わせる切削加工において、有利な加工機と言える。また重量物の切削加工に対しても、一度の段取りで4面またはそれ以上の加工が可能であり、溶接構造物など寸法のバラつきがある場合も、職人的なアプローチを可能とし、ハンドル操作で微調整しながら現物合わせで加工基準を決めることができる。
熟練者による芯出し不要に
-
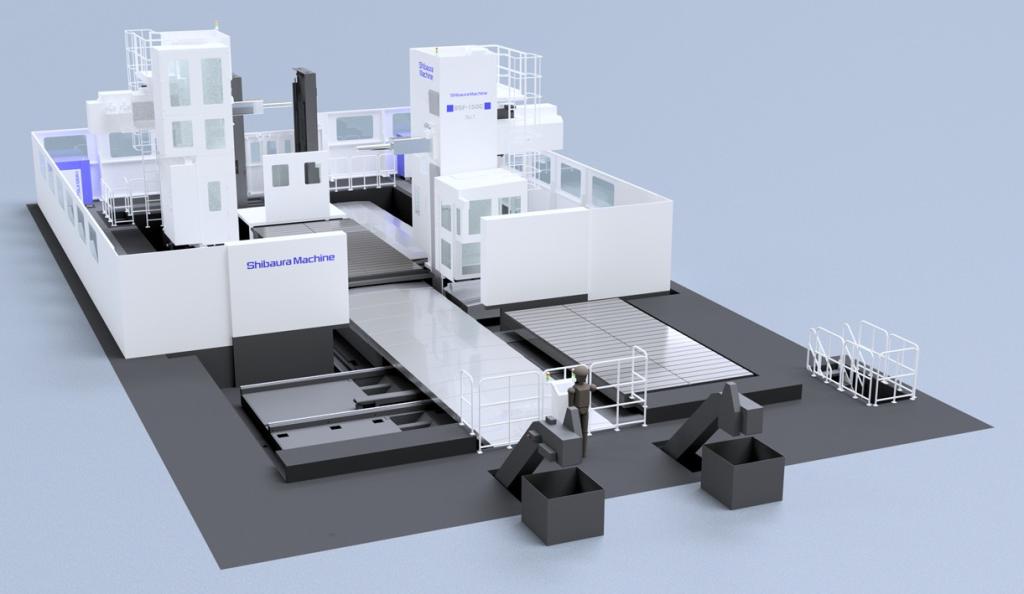
写真1 横中ぐり盤対向機。加工物を旋回させることなく両側から同時かつ連続して切削加工が可能
このような要求に対し、当社では床上形横中ぐり盤を2台対向させた加工システムを提案している。このシステムでは大型建設機械の切削加工において、ベテランの腕に頼る部分を機械の配置と自動化で解決する特徴を備えている(写真1)。
アーム両端にある同軸度を必要とする穴加工では、通常片側加工後にテーブルを180度旋回させ、ダイヤルゲージなどを用いてマイクロメートル単位の芯出しを行う高度な技能が繰り返し求められるが、本システムでは対向配置のため、加工物を旋回させることなく両側から同時かつ連続して切削加工が可能である。
これにより、テーブル旋回精度の補正や熟練者による芯出し作業そのものが不要となり、機械精度だけで高い同芯度を確保できる。
旋回フレームの切削加工では、加工面を変えるたびにクレーン操作とその後の位置決め作業など手間と技能が必要とされる。本システムでは対向する2台の機械で同時加工を行うことで、割り出し工程を半分で済ますことができる。段取り回数が減ることで位置決めミスのリスクや段取りにかかる熟練作業の負担が大幅に削減される。
リアルタイム熱変異補正で精度向上を担保
このように横中ぐり盤は自由度の高い切削加工を可能とするが、その機械構造により過半数のユーザーが機械の熱変位に対し配慮が必要と感じている。そのため、加工の合間に寸法計測を行い、経験と勘を頼りにNC画面で加工位置を手動補正するのに加え、熱変位の安定性を確保するため、生産時間を犠牲にして暖機運転を行うなど多くの時間と労力を費やしている。
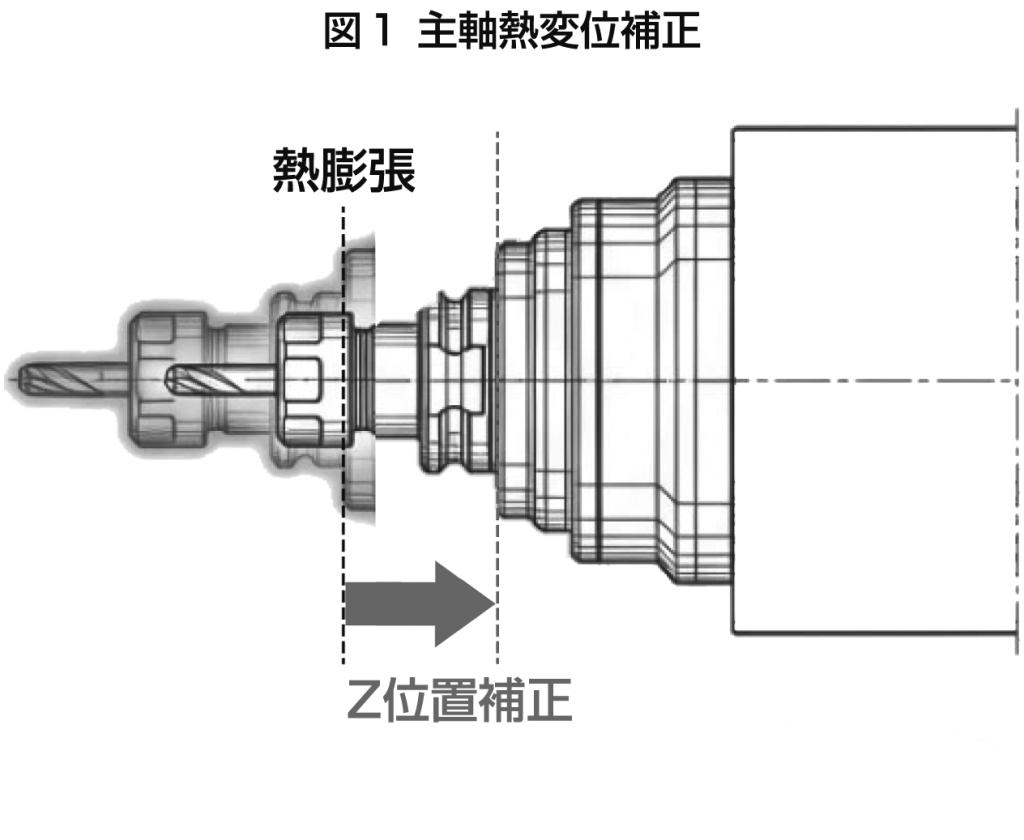
この課題に対し、当社では機械内部データを用いて主軸の熱変位量をリアルタイムで推定し、Z軸動作を0・1マイクロメートル単位で自動補正する技術を提案している(図1)。この機能では主軸の稼働状況にかかわらず、電源オンと同時に補正値を算出し、主軸を回転した加工時にはリアルタイムで自動補正が実施されるため、補正忘れや作業者による入力ミスの防止が期待できる。
また温度管理が十分でない5度C変温の環境下でも補正実績0・046ミリメートルが得られており適用性の高いシステムとなっている。これら熱変位に対する実際の補正は目に見えないため、作業者にとって不安要素となりやすいが、NC画面上において機体温度や補正量が可視化できるよう設定され、ワンタッチ操作により、本機能の有効・無効を選択することが可能となっている。この熱変位への対策は、機械そのものが精度を担保しユーザーの加工品質の底上げに貢献できると考えられる。
技能伝承をサポートする3つのデジタルソリューション
切削加工は自由度が高い一方で、熟練技能への依存度が高く技能伝承が課題になりやすい。これに対し当社では生産性向上として以下のような自動化機能を提案している。
①計測の簡略化
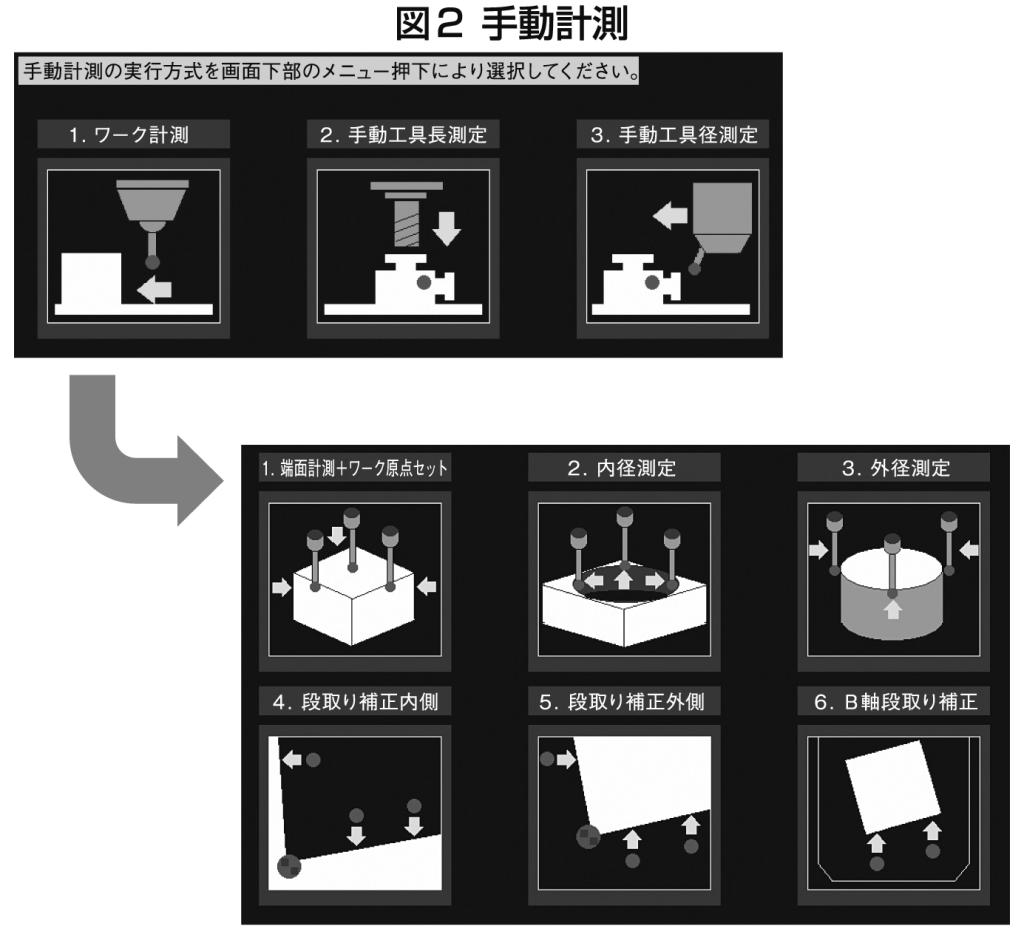
一つ目に、加工物の芯出しや工具長測定など段取り作業における手動計測機能が挙げられる。MCでは、タッチプローブを用いた全自動計測が一般的だが、W軸やB軸など横中ぐり盤固有の構造や段取りの複雑さから、作業者が目視により安全を確保した上で測定部にタッチプローブを接触させ、計算と入力は機械が確実に行うことが望ましい。そこで、この機能ではハンドル操作を用いて測定部を加工物に接触させながらも、端面や内径、外径などの直観的画面操作で計測作業を行うことを可能としている(図2)。
また、タッチプローブだけではなく、直接工具を接触させる測定作業にも対応しており、柔軟な運用が可能である。さらにW軸の突き出し量を考慮した工具長の計算処理を行うため、経験値の浅い作業者による入力ミスを低減している。
②演算の自動化
二つ目に、高精度な通し穴加工を可能とするオフセットボーリングサイクルが挙げられる。近年、風力発電や産業部品に用いるギアボックスの通し穴に対し、標準的な機械では困難な同芯度0・02ミリメートル以下の厳しい切削加工が求められる場合がある。このような場合、熟練者による芯出しやジグ調整など属人化しやすく、安定した加工品質を得ることが難しい作業の一つとされる。
これに対し、オフセットボーリングサイクルは測定結果をプログラムの引数に入力するだけで、機械が自動的に芯ずれ補正の演算と切削加工を行うことができる。したがって、従来行っていたジグなどの調整作業やテーブルを180度旋回させたときに生じる煩雑な計算と数値入力を省くことができ、3次元測定機を併用した加工において、同芯度0・0128ミリメートルという実績が得られている。この点は、技能を数値化したDX化への取り組みとして安定した高品質生産への貢献が期待できる。
③W軸の戦略的活用
-
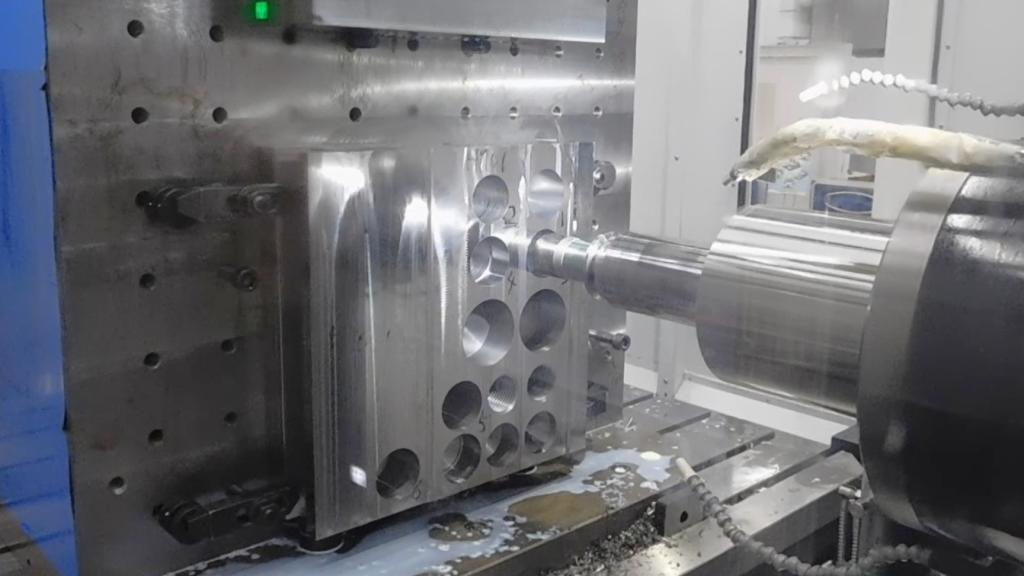
写真2 W軸加工。省エネや時間短縮に効果が期待できる
三つ目は、W軸を用いた切削である。一般的な切削加工では加工物が搭載されているテーブル側のZ軸を移動させて切り込みを行うが、重量物を搭載している場合には、相対的に軽量な主軸側のW軸を移動させて切削加工を行う方が省エネや時間短縮に効果が期待できる。また、切削加工による往復時の慣性動作やロストモーションに対する経験的な誤差補正そのものを軽減できるため技能レスへの貢献も期待できる(写真2)。
深穴ドリル加工サイクルを用いた加工検証では、Z軸送りに対し約25%の時間短縮を達成しており、リジッドタップ加工において、約78%の消費電力削減が得られている。ただし、本来であれば固定して使用する軸のため、推奨値(例えば最大繰り出し量の60%)を目安に適切に運用することにより、高い生産効率を得ることが可能である。
ソフトによる生産性拡張
このような熟練者の経験や複雑な手作業を自動化する手法として、サイクルコードの適用が挙げられるが、異なるNC間では互換性が低いことから、ユーザーレベルにおけるそれぞれのコードへの理解や膨大なプログラムの手動編集を伴う変換作業が属人化しやすく、横中ぐり盤を用いた切削加工の適用拡大の妨げになっていた。一方、当社製のNC装置であるTOSNUCは、高度かつ複雑加工に対応したサイクルコードを多数保有しており、スムーズにファナック用NC言語に変換できれば、エンジニアリング時間の短縮だけではなく、特定の担当者に依存しない持続可能な生産体制の構築が期待できる。
この課題に対し、ウィンドウズ対応の自動変換ソフトウエアを提案している。このソフトウエアを用いることで、作業者は両者の言語知識を高いレベルで習熟する必要がなく、パソコン上のドラッグ&ドロップなどシンプル操作で変換が完了する。よって経験の浅い作業者であっても熟練者に近しい精度で一括変換することが可能となっている。また、本ソフトウエアでは約85%の変換能力があり、変換結果は色分けにより、変換成否や無変換などを明確に認識することができる。したがって変換エラーとなった約15%のみを確認することで確認工数と見落としリスクを削減することができる。
今後の展望
横中ぐり盤の視点から切削加工における課題と解決への提案について紹介を行ったが、近年では、工具や被削材、工作機械など個々の技術よりも、モノをつくるためのソリューション型提案が求められている。そのため、個別に着目した切削加工を論じるだけではなく、モノづくり産業が持つ熟練技能の数値化を行ったDXなども併用しながら、さらに今後の切削加工の発展が持続することを期待したい。