-
業種・地域から探す

続きの記事![]()
工作機械産業
[4面] 工程集約が加速するマシニングセンター
【執筆】 日本工業大学 基幹工学部長 機械工学科 教授 工業技術博物館 副館長 二ノ宮 進一
-
日本工業大学 基幹工学部長 機械工学科 教授 工業技術博物館 副館長 二ノ宮 進一
マシニングセンター(MC)は、生産現場で求められる工程集約や自動化のニーズに応える形で、他工程との複合化が進んでいる。近年では、歯車加工を1台で完結できる機種も登場し、さらに一部では研削加工への対応も実現している。また、レーザー加工との組み合わせだけでなく、積層造形(AM)との複合化も広がりを見せている。多様な加工工程を自動化するためには、工程集約が近道であり、MCを含めた複合化技術は、ニーズが高まる変種変量生産システムの構築に寄与することが期待されている。
マシニングセンターによる工程集約
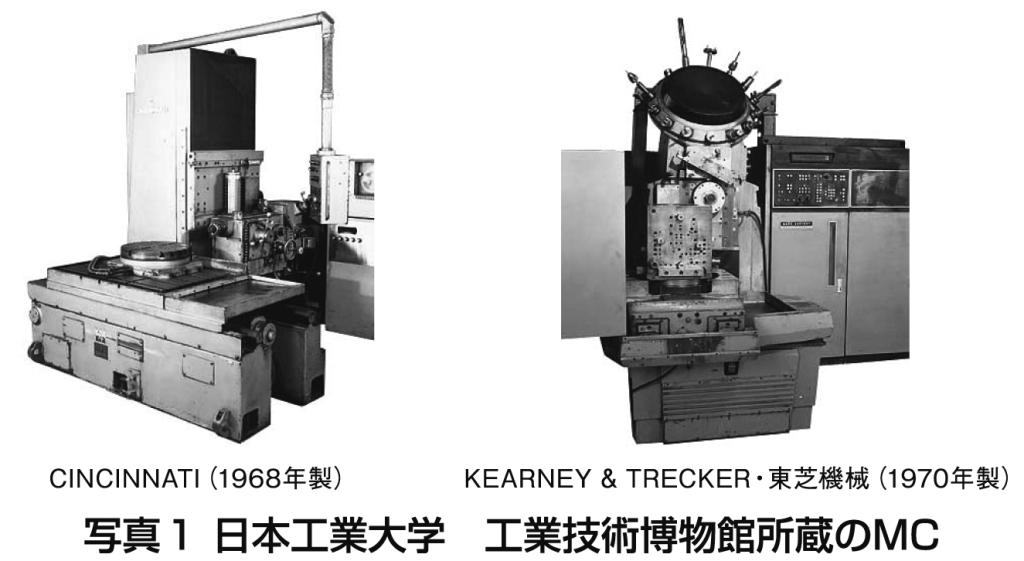
1950年後半に米国で誕生したMCは、60年代にはドイツや日本でも進化し続け、もうすぐ70年になる。MCの開発当初は、それまでの数値制御(NC)工作機械とは異なり、自動工具交換(ATC)機能を備え、フライス削り、穴開け、中ぐり、ねじ切り、リーマ仕上げなど多種類の機械加工を自動で連続的にできるところが画期的であった。本学の工業技術博物館では、当時のMCの姿を実際に見ることができる(写真1)。
90年代になると3軸から進化し、多面割り出し加工により段取り替えが大幅に低減できる5軸MCが市場に登場した。これにより、複雑形状の加工が1台の機械で可能となってきた。さらに2000年代になると、5軸制御のコンピューター数値制御(CNC)装置の性能が向上し、多くの生産現場で5軸MCが導入されてきた。
近年では需要の変化に対応して、限られた工場スペースで、必要なものを、必要な時に、必要な量だけを柔軟に供給できる「変種変量生産」の構築が要求されている。これを実現するためには、新しい工作機械によるさらなる工程集約が有効である。主要な工作機械メーカー各社は、複合加工機あるいはマルチタスキングマシンとして市場に投入している。
複合加工機の登場
日本産業規格(JIS)B 0105:2012「工作機械—名称に関する用語」では、複合加工機は「回転工具主軸、連続割り出し可能な工作主軸、および工具マガジンを備え、工具を自動的に交換する機能を持ち、工作物の段取り替えなしに、旋削、フライス削り、中ぐり、穴開け、ねじ切り、ホブ加工などの複数の加工が行える数値制御工作機械」と定義されている。
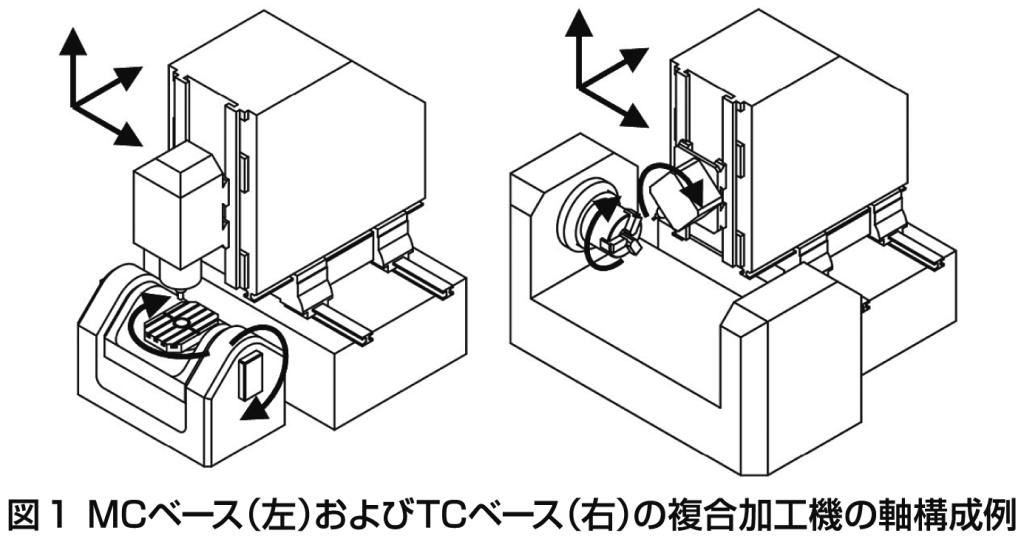
つまり、ターニングセンター(TC)とMCの両方の機能を備えた機械である。最近ではMCベースおよびTCベースの複合加工機が登場している(図1)。これらにより旋削とマシニング加工が1台で可能となるため、段取り時間を大幅に削減することが可能となっている。
歯車加工を1台で

通常、歯車の歯形は、ホブ加工、シェーパー加工、ブローチ加工などによって加工され、ブランク加工やボス穴・キー溝などは別の工程で製造されてきた。最近の日本国際工作機械見本市(JIMTOF)など工作機械の展示会では、ギアスカイビング機能を搭載し、歯車加工を1台で工程集約する機械が多数展示されている。MCをベースに歯車加工が複合化された機械の一例(写真2)を示す。
これらの機械はマシニング加工および同時5軸加工に加えて、ホブ加工・スカイビング加工・バリ取り加工・歯車の面取り加工にも対応している。旋削にも対応する機種もある。
複合加工の展開
切削の組み合わせに留まらず、切削と研削、さらには切削と特殊加工との複合へと幅広く展開している。機械工学事典には、複合加工センターについて「切削、研削、研磨など異なる加工工程が1台の機械上で行える工作機械。工程ごとに異なる機械を使用した場合に比べて、加工時間が大幅に短縮される」と記されている。
実用的にも、切削と研削の複合を実現する機械の展開が急速に進んでいる。切削に比べて熱影響を受けやすい研削で、知られていない課題が加工液の供給方法である。MCなどで研削する場合、加工液は機械上部から複数のノズルで供給されるが、高速回転する砥石(といし)周りの空気流の影響によって、加工液が加工点にうまく供給されない場合が多い。
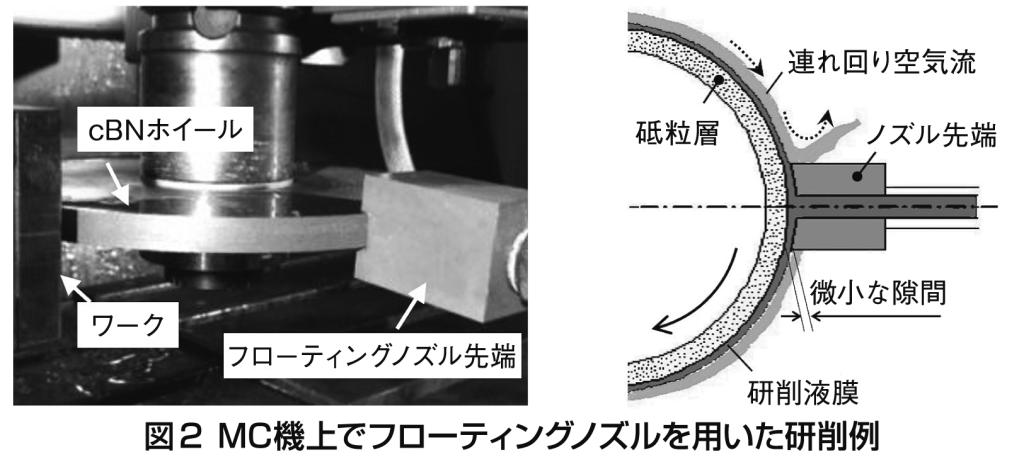
筆者らは連れ回る空気流の内側で、砥石表面に約0・1ミリメートル厚さの均一な液膜を形成して確実に研削液を供給するフローティングノズルの開発に成功している(図2)。このノズルは、自動的にノズル先端と砥石との隙間が調節される機構を持っているため、ノズルが浮いた状態になり、必要最小限の加工液が加工点に供給される。砥石外周の任意の位置で加工しても、確実に加工点に加工液が砥石速度と同じ流速で到達できるため、加工性能が常に安定・向上する技術である。
その他、超音波振動技術とも組み合わせて、超音波振動させた小径軸付砥石による「超音波ヘリカルスキャン(軸傾斜)研削」の研究にも取り組んでおり、粗粒の小径砥石で加工面粗さを向上できることを明らかにしている。
研削以外の複合化も目覚ましい。国内では、すでに1977年に「超高性能レーザー応用複合生産システムの開発」の試みが産学官共同のFMC(Flexible Manufacturing Cell)プロジェクトとして実施されており、複数の主軸ユニットが自動交換でき、高出力レーザー加工も一体化して、旋削、フライス、研削、歯切り、焼き入れなどを可能とするシステムが提案されている。
切削とレーザー加工の複合は、オークマ、ヤマザキマザック、DMG森精機、シチズンマシナリーなど、複数の工作機械メーカーから実用機が市場に投入されている。レーザーの利用は、除去加工と付加加工の融合へと発展し、切削とAMの複合加工が実用化されている。AM搭載複合加工機は、欧米と日本の工作機械メーカーがしのぎを削って開発している。
その他の複合の可能性

切削機で放電加工を行う取り組みもある。筆者らは工具研削ができる切削機械の開発を目指して、切削+研削+放電加工の複合加工機を提案している。切削送りのGコードである直線補間G01の実行時に、放電ギャップを自動制御できるように工作機械をカスタマイズしている。硬い工具材料を非接触で放電成形し、最後に仕上げ研削する技術が実用化できれば、切削工具の機上成形などが可能になると考えている(図3)。
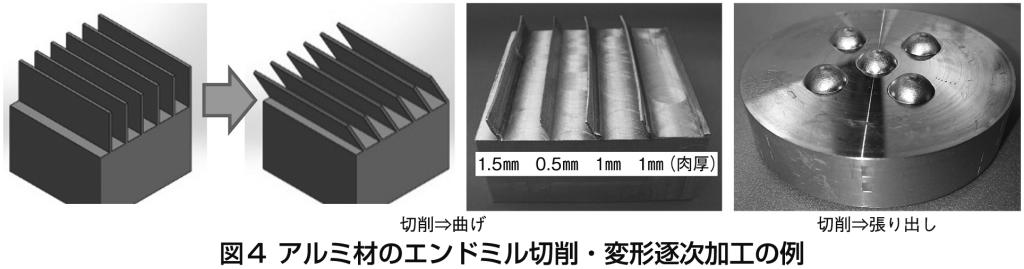
また、最近の研究では、切削と塑性加工の複合にも取り組んでおり、変形させたい箇所を切削で薄く削り出すことで、切削工作機械で耐え得る変形荷重内に調整して、回転工具のみでダイレスの曲げ、張り出しなどが実現できる可能性がある(図4)。このように、今後もあらゆる加工の複合化に挑戦したいと考えている。
現在のMCは、大きさ、機能など種類も豊富で、ニーズに合わせて適材適所で活躍している。IoT(モノのインターネット)やAI(人工知能)技術も導入して、より高精度かつ高能率な加工が可能となっている。一方で、日本という狭い国土の中で、今後のモノづくり技術を発展させるためには、限られたスペース・時間・エネルギー、そして限られた人材を有効に活用する必要がある。工程集約のための工作機械の複合化は、これからの生産技術に貢献するキーテクノロジーの一つである。