-
業種・地域から探す

続きの記事![]()
ロボットテクノロジージャパン2026(2026年6月)
産業用ロボットによる航空機向け高精度穴あけ加工の技術開発
【執筆】岐阜大学 工学部 機械工学科 高等研究院 航空宇宙生産技術開発センター 教授 伊藤 和晃
人手不足が深刻な社会課題となり、さまざまな分野で産業用ロボットや自動化システムの導入が求められている。特に製造業では熟練作業者の不足が顕在化しつつある。高精度な加工技術を次世代に引き継ぎ、モノづくりの精度を保つためには、ロボットによって職人の勘や手の動きといった繊細な技術を再現する取り組みも重要となってくる。中部地域において中心的な存在である航空機産業でも、こうした取り組みは広がる。しかし航空機部品となれば、求められる精度は格段に高いものとなる。ロボットの動作と人の動作の精度を埋めるため、研究開発が進んでいる。
熟練者の技能、再現を目指す
航空機の製造では、機体を構成する多数の部材を高い精度で組み立てる必要がある。翼や胴体の構造部材には、アルミニウム合金やチタン合金などの金属材料に加え、炭素繊維強化プラスチック(CFRP)などの複合材料も用いられている。これらの部材をリベットやボルトで締結するために、多数の穴あけ加工が行われる。穴の位置や向き、直径、入り口部や出口部の状態は、締結部の品質や機体の信頼性に直結する。このため航空機向けの穴あけ加工には、一般的な機械加工と比べても厳しい品質管理が求められる。
一方、航空機の組み立て現場では、対象となる部材が大型で、形状も複雑である。自動車部品や電子部品のように、加工対象物(ワーク)を小型の工作機械に載せて加工することが難しい場合が多い。
穴あけ位置は平面だけでなく曲面上にも分布し、板厚や重なり方も場所によって異なる。熟練作業者は、工具の押し付け力、送り速度、切削音、振動、切りくずの出方などを感じ取りながら、加工状態を判断している。航空機製造の競争力を高めるには、このような熟練技能に依存してきた工程を、品質を保ちながら自動化する技術が重要となる。
産業用ロボットは、広い作業範囲を持ち、設置の自由度が高く、対象物の周囲からさまざまな姿勢で作業できる。大型構造物を扱う航空機製造との相性は良い。しかし、ロボットを穴あけ加工に用いるには、工作機械とは異なる難しさがある。
一般的な産業用ロボットは、搬送や溶接などの用途を主目的として発展してきた。大きな力を受けながら工具を高精度に保持する専用工作機械に比べると、機構全体の剛性が低く、関節部のたわみや減速機の弾性、姿勢による変形の影響を受けやすい。さらに工具が材料に接触して切削力が発生すると、ロボットの手先位置や工具姿勢が微小に変化し、穴位置のずれや穴径のばらつき、バリの発生につながる可能性がある。
穴あけは一見単純な工程に見えるが、実際には材料、工具、ロボット、固定治具、制御系が相互に影響し合う複雑な加工現象である。
押し付け力が不足すれば工具が逃げ、位置精度が低下する。逆に過大な力を加えれば、バリの増大や工具摩耗、ロボット姿勢の乱れを招く。したがって、ロボット本体の位置決めだけに頼るのではなく、加工点で何が起きているかを計測し、力と位置を適切に制御する仕組みが不可欠である。
エンドエフェクターで微細な制御を実現
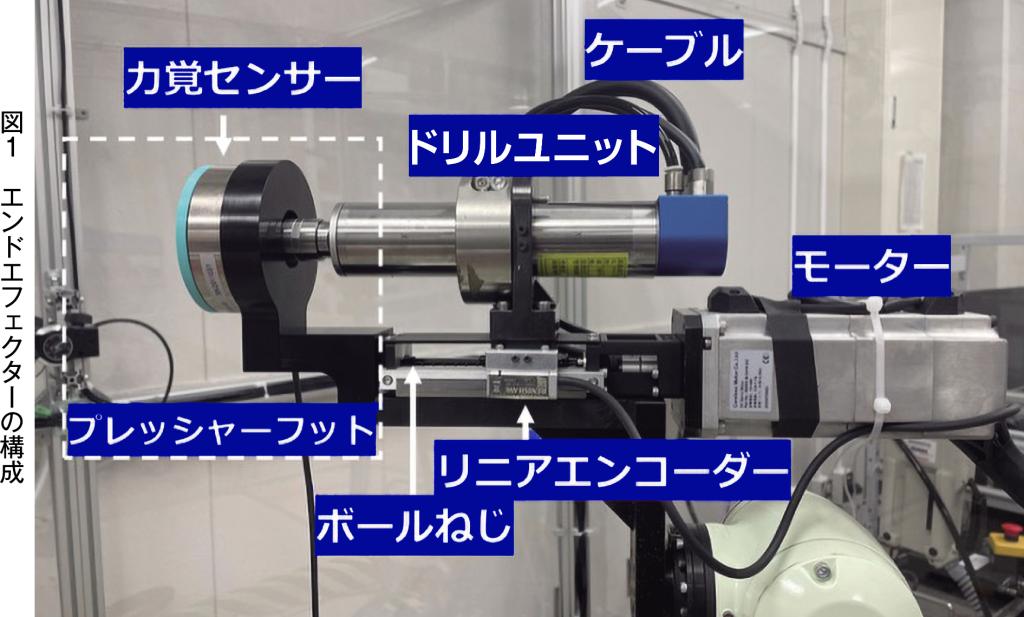
筆者らは、産業用ロボットを用いた航空機向け高精度穴あけ加工の実現を目指し、ロボットとワークの間に取り付けるエンドエフェクターの開発に取り組んでいる。エンドエフェクターとは、ロボットの手先に装着する作業用装置である。本研究では、ドリルユニット、押し付け機構、力覚センサー、変位計測機構などを組み合わせ、ロボット本体の弱点を補いながら、加工点近傍で安定した穴あけを行う構成を検討している(図1)。
熟練作業者が手元で力加減を調整するように、エンドエフェクター側で加工方向の力や送りを細かく制御することが基本的な考え方である。
この方式では、ロボットは穴あけ位置の近傍まで工具を運び、加工に必要な姿勢を大まかに決める役割を担う。一方、穴あけ時の微細な送り運動や押し付け力の調整は、エンドエフェクターが担当する。ロボットとエンドエフェクターで役割を分担することにより、ロボットの広い作業範囲と柔軟性を生かしつつ、加工に必要な局所的な剛性と制御性能を確保しやすくなる。さらに、加工中の力や変位を計測することで、工具先端の状態を推定し、姿勢や板厚の違いに応じて制御条件を変えることができる(図2)。

位置決め補正が実用性を左右
高精度化のためには、工具軸を穴あけ面に対して正しく合わせることも重要である。航空機の部材は平面ばかりではなく、曲率を持つ面も多い。工具が面に対して傾いたまま進入すると、入り口部が楕円状になったり、穴の軸がずれたりする。そこで、対象面の位置や法線方向を計測し、ロボット姿勢を補正する技術が必要になる。また、ロボットの位置決め誤差は姿勢や作業領域によって変化するため、事前のキャリブレーション(補正)や加工時の計測情報に基づく補正も欠かせない。少ない教示で高い再現性を得るための計測・補正技術が、自動化の実用性を左右する。
-

図3 250キログラム可搬ロボット用のエンドエフェクター
研究開発では、航空機部材を想定した金属材料の穴あけを対象に、穴径、真円度、穴位置、工具姿勢、バリの状態などを評価しながら、エンドエフェクターの機構設計と制御系の改良を進めている(図3)。
一定条件下では、熟練者の力加減を模倣する制御により、航空機製造で求められる穴あけ品質に近づける可能性を確認している。今後は、板厚、曲面形状、ロボット姿勢、工具摩耗など、実生産に近い多様な条件で性能を検証する必要がある。
-

図4 エンドエフェクターを付けたロボットで穴開け試験を実施
また、一つの穴ごとの品質を安定させるだけでなく、多数の穴を連続して加工した際のサイクルタイム、工具交換、異常検知、加工データの記録といった生産システム全体の視点も重要となる(図4)。
AIと現場データの組み合わせに期待
現場導入を考えると、ロボット化の価値は加工精度だけで決まるものではない。既存の治具や作業手順にどの程度なじむか、作業者が安全に近づけるか、品種変更時にどれだけ短時間で段取り替えできるかも重要である。
航空機製造では少量多品種の要素が強く、同じ形状を大量に繰り返し加工する工程ばかりではない。したがって、ロボットには高い繰り返し精度に加え、変化する対象へ柔軟に対応する能力が求められる。人が判断してきた作業準備や確認作業を、計測、制御、データ処理によって支援することが、実用的な自動化への近道である。
ロボットによる穴あけ加工の自動化は、単なる省人化にとどまらない。加工中の力や振動、工具送り、穴あけ結果をデータとして蓄積すれば、品質保証や工程改善にも活用できる。
熟練者が経験的に判断してきた加工状態を数値化し、条件変更時の調整や異常の早期発見に役立てることができる。将来的には、計測データとAI(人工知能)を組み合わせ、加工状態に応じて制御条件を自律的に調整するロボット加工システムへ発展することも期待される。
ただし、AIだけで全てを解決するのではなく、材料力学、機械力学、制御工学、加工学に基づくモデルと、現場で得られるデータを適切に組み合わせることが重要である。
信頼性の高さ、検証で確保
航空機産業では、品質要求が高く、導入される技術には十分な信頼性が求められる。そのため、ロボット加工技術の実用化には、大学、ロボットメーカー、工具メーカー、航空機関連企業が連携し、研究室レベルの成果を実生産に近い環境で検証していくことが欠かせない取り組みとなる。
岐阜大学では、航空宇宙生産技術開発センターを中心に、地域の航空機産業と連携した研究開発を進めている。産業用ロボットの柔軟性と、熟練技能に学ぶ精密な力制御を融合することで、航空機製造の新しい自動化技術を創出したい。高精度穴あけ加工はその一つの入り口であり、今後のロボット加工技術の発展に向けた重要な挑戦である。