-
業種・地域から探す

続きの記事![]()
第55回日本産業技術大賞
日刊工業新聞社主催の「第55回日本産業技術大賞」(審査委員長=松本洋一郎東京大学名誉教授)の受賞4件が決まった。最高位の内閣総理大臣賞には日立製作所の「サステナブルな物流のための配送・倉庫・EV充電の統合計画技術の開発と実用化」が、文部科学大臣賞には川崎重工業の「Kawasaki CO2 Capture(KCC)の開発」が輝いた。審査委員会特別賞には清水建設、産業技術総合研究所の「水素吸蔵合金タンクを用いた都市型オフサイト水素供給システム『Hydro Q―BiC Storage』の開発と実装」と、大林組の「クレーン作業の生産性と安全性向上を支援する次世代運転システム『ORCISM(オーシズム)』」の2件が選定された。日本産業技術大賞は革新的な大型技術、システム技術の開発を奨励するため1972年に創設、わが国の産業社会の発展に貢献した技術成果を毎年表彰している。贈賞式は4月7日11時から東京・大手町の経団連会館で開く。
【文部科学大臣賞】川崎重工業/Kawasaki CO2 Capture(KCC)の開発
二酸化炭素(CO2)分離回収技術「Kawasaki CO2 Capture(KCC)」は、川崎重工業が培ってきた宇宙ステーションや潜水艦の閉鎖空間での二酸化炭素(CO2)除去技術を基に開発した。独自開発したアミン吸着剤と長年の事業を通じて培われてきたプラントエンジニアリング技術を組み合わせて、CO2分離回収で課題となるコストやエネルギーを低減する。将来の本格的な商用化に向けて着実に進む。
省エネなCO2分離回収 アミン吸着剤を使用
-
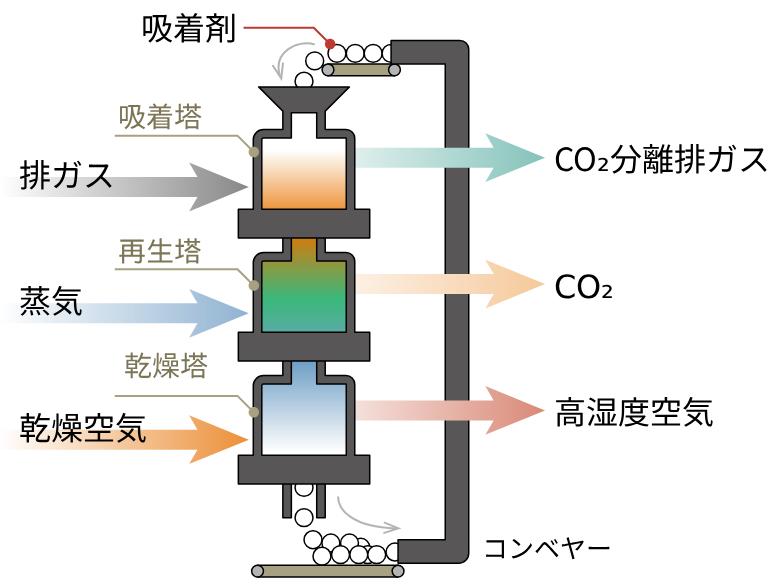
KCC移動層システムの特徴
KCCは大気中からCO2を回収する技術「DAC」と、排ガスに含まれるCO2の分離回収技術「PCC」が含まれる。省エネルギーなCO2分離回収を実現するKCCは、独自開発した「アミン担持吸着剤(アミン吸着剤)」と「移動層システム」が特徴だ。
1・2兆円市場に
-
KCCのプロセス
国際エネルギー機関(IEA)の試算によると、CO2回収市場規模は2050年に最大1兆2000億円と見込まれる。CO2回収量は22年比120倍の60億トンにのぼる。
一方、現状のCO2分離回収には課題がある。従来、CO2分離回収手法であるアミン吸収液を用いた科学吸収法は、CO2を分離させるために必要な100―120度Cの水蒸気に関するコストが60%以上を占める。この工程のエネルギー・コスト低減をいかに実現するかが、KCCの技術のカギでもある。
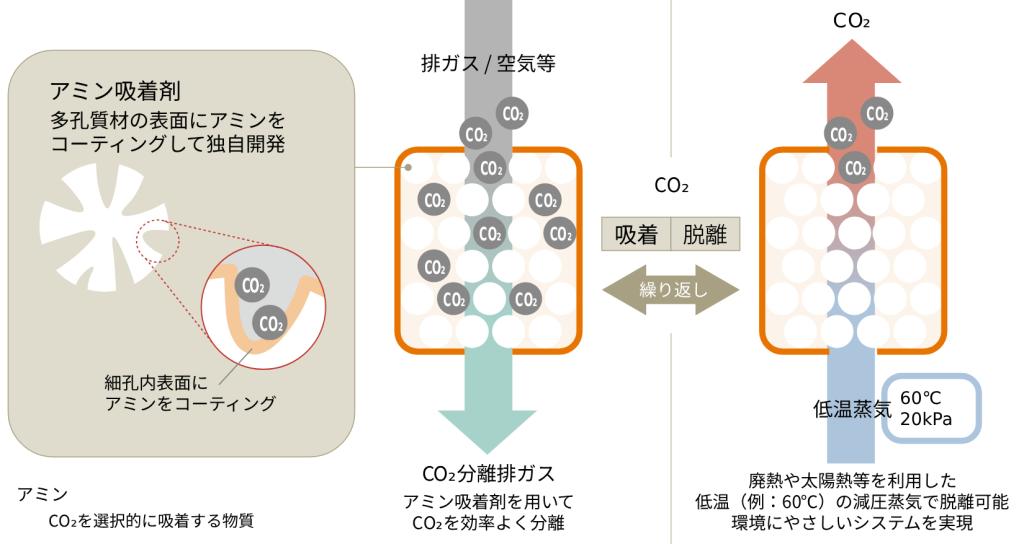
KCCでは従来手法で用いるアミン吸収液ではなく、独自開発した多孔質固体にアミンを担持する「アミン担持吸着剤(アミン吸着剤)」を使用することで省エネ化を実現。CO2脱離を60度Cの低温蒸気で可能にしたことで、工場排熱を利用してのCO2脱離をできるようにした。これにより、環境負荷も低減できる。
もう一つのカギが「移動層システム」だ。CO2をアミン吸着剤に吸着させる「吸着塔」と、吸着剤からCO2を脱離する「再生塔」の二つの塔で、コンベヤーを用いて吸着剤を循環させることで連続的にCO2の吸着と脱離を実現する。一つの層で吸着剤を充填して排ガスと蒸気を切り替えて運用する「固定層方式」に比べて、より多くのCO2を効率的に回収できる。
「脱炭素化の潮流に沿う形になった。止まらずに進んできたことでここまで来られた」。開発を担当したエネルギーソリューション&マリンカンパニー(ES&M)の安原克樹理事は技術開発を振り返る。
「試験にならず」
-

大型DAC設備(イメージ)
川重がKCCに関する研究開発に着手したのは、09年にさかのぼる。09―14年の基礎技術開発段階では、ラボスケール試験や明石工場(兵庫県明石市)でベンチ試験を実施した。当初は「試験にならない」(安原理事)ほどの状況だった。
開発で困難だったのは、CO2を吸着済みの吸着剤を移動させる際に消耗させないことと、プラントエンジニアリングだった。吸着剤に最適な設備を開発するために不具合があった際には試験設備を分解して検証し、消耗しづらい吸着剤開発のために材料や製造方法の検討を重ねるなど、地道に開発を進めた。
こうした開発を経て試験設備での実証を完了し、15年からは実用化開発フェーズに移行した。実用化を見据え、試験で実証した技術のスケールアップ手法の確立を図る。石炭火力発電の関西電力舞鶴発電所(京都府舞鶴市)での実証を実施。ベンチ試験の10倍相当のCO2回収規模で現在も継続している。
海外でも実証実績がある。米国ワイオミング州の石炭火力発電所で、1日当たり2トンのCO2を回収できる設備を設置。実証運転の前・中・後に複数地点の大気成分を測定、評価した。実証では設備建設の現地工事を最小化するため、プラントのモジュール工法技術を生かした。建設のコストやリスクを低減する手法で、DAC設備のモジュール化の知見となった。
そのほかゴミ焼却場でのCO2回収の実証など、設備に関する実証を進めることに加えて、回収したCO2の活用も研究している。回収したCO2を活用する環境配慮型コンクリートの研究を鹿島と実施。一部は25年の大阪・関西万博で使用された。
社会実装へ前進
-

神戸工場内のCO2分離回収実証設備
25年には神戸工場内にKCCの実証設備を新設し、社会実装に向けて大きく前進した。PCCは工場内のグリーンガスエンジン設備の排ガスからCO2を年間360トン、DACではモジュール当たり年間100―200トンのCO2を回収する。実際の設備に関心を示す顧客は多く、安原理事は「(将来想定する)商品に近い形の実機を見せられるのが大きい」と潜在顧客への訴求を含めて手応えを語る。
30年以降の大型CO2回収の事業化、社会実装を目指している。DACでの年間2万トンのCO2回収を目標として掲げている。
将来的にはDAC機器供給だけでなく、エネルギー事業者との連携により、DAC技術を使ったCO2を回収・利用・貯留(CCUS)サービス事業としての展開も視野に入れる。事業化を通じて、地球温暖化などの社会課題解決への貢献が期待される。