-
業種・地域から探す

続きの記事![]()
研削盤&研削加工技術
品質向上と生産性向上を実現 超精密研削盤と加工システム
【執筆】ナガセインテグレックス 企画室 安澤 寿洋
研削加工における高精度加工の生産性向上に対するニーズは非常に高い。高能率化、非熟練化、自動化、工程戻りレスなどの技術開発は喫緊の課題である。しかし、高精度な平面研削加工を行う場合、単純な自動化は問題を生じることが多い。ここでは、超精密研削盤と超精密加工システムを組み合わせて加工品質と生産性をともに向上させた事例を紹介する。
システム構築による鏡面研削加工の自動化
超精密研削盤の絶対運動特性、繰り返し再現性、複数軸の同期運動特性・S/N比(マシンの各軸が指示値通りに動くことや外乱要素がないこと、低ノイズ)の高さを生かして機上計測やセンシングなどのシステム構築を適切に行えば、超精密研削加工の自動化、省人化、非熟練化を実現することができる。
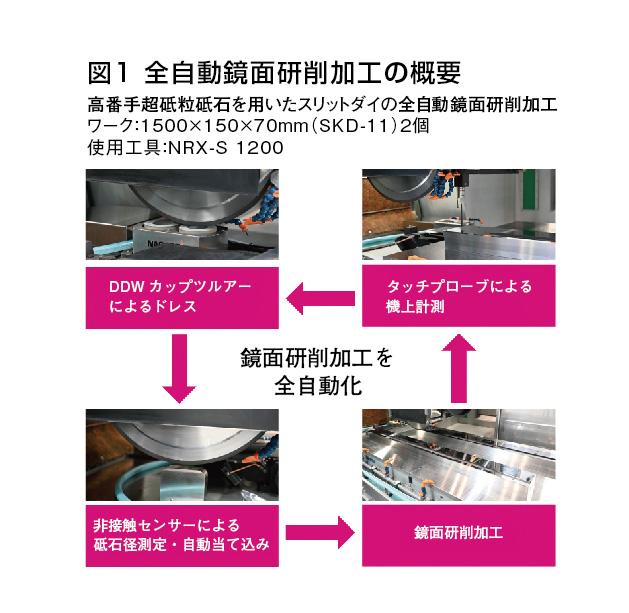
図1は鏡面研削加工を全自動化した事例である。加工機は超精密門型成形平面研削盤「SGD-2010」、砥石(といし)はナノバック製「NRX-S 1200」を使用した。そのほか、オプションのタッチプローブ、DDWカップツルアー、非接触センサーも使用した。
①タッチプローブにより加工ワークの高さを測定②DDWカップツルアーによる超砥粒(とりゅう)砥石の自動ツルーイング・ドレス③非接触センサーによる自動砥石径測定④数値制御(NC)が自動で砥石と加工対象物(ワーク)の相対座標を算出⑤自動当て込み⑥鏡面研削加工⑦タッチプローブにより加工後のワークの高さを測定-。このようなサイクルを繰り返し、鏡面研削加工を全自動化した。さらに、オプションのマルチパーツ研削機能を用いれば、複数個のワークの加工設定ができる。
高番手砥石を用いた鏡面加工は超砥粒砥石のツルーイング・ドレスや当て込み作業が難しく、自動化は非常に困難とされていた。このシステムがあれば、時間のかかる鏡面加工の夜間オートが可能である。超精密研削盤と多彩な加工システムにより、超精密加工の自動化を実現した。
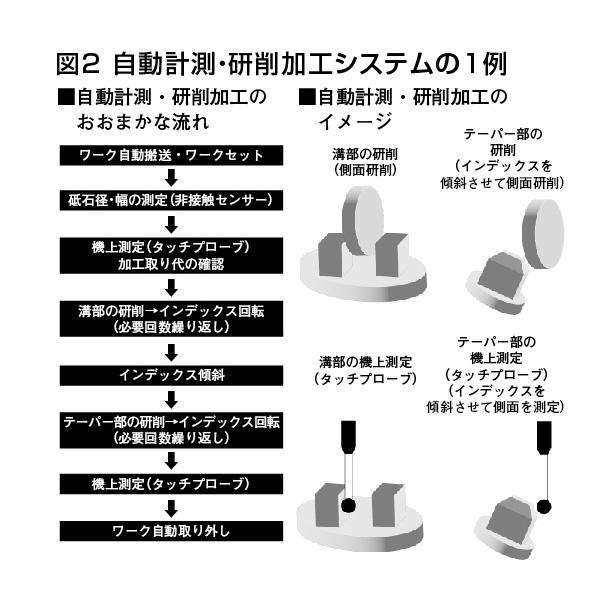
次にワークの供給8カ所、全41工程の計測と研削を自動で行った事例(図2)を示す。加工機は超精密成形平面研削盤「SGC-840α」、ワーク取り付けはマグネットチャックを使用せず、取り付け再現性プラスマイナス0・5マイクロメートルの高精度治具によって供給し、ドレス後の砥石の外周位置、側面位置は非接触センサーで計測した。ワーク割り出しと指定角度の傾斜運動を行い、制御軸数は5軸。このような複雑な研削加工を最終精度プラスマイナス1マイクロメートルで実施できる。
専用治具や段取り替えなしでワークの形状創成加工を実現
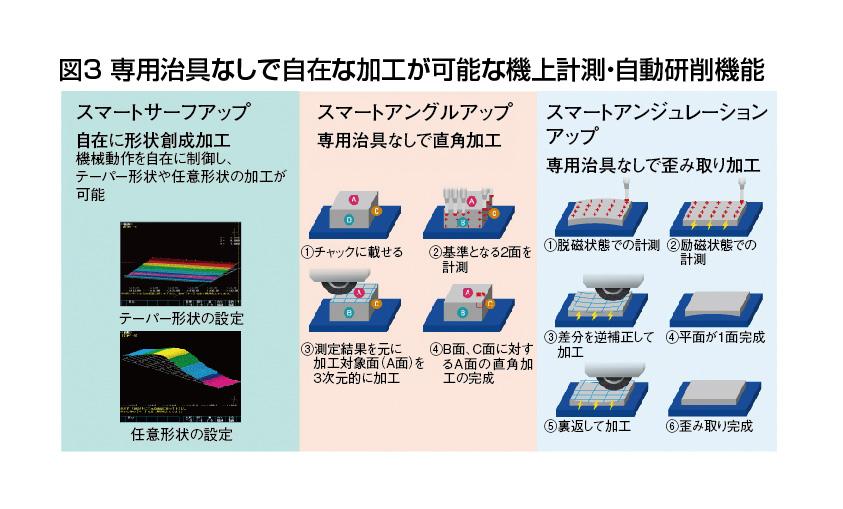
さらに図3では歪み取りや直角加工など専用治具を用いる、あるいは複数回の段取り替えを要する加工を簡単かつ自在に加工することができる事例を示す。「スマートサーフアップ」は任意の形状を自在に、簡単に創成することができる加工システムである。「スマートアングルアップ」は直角イケールジグや、特殊なバイスなどを使用することなく任意の直角面を創成することができる加工システムである。「スマートアンジュレーションアップ」は磁性体ワークの歪み取りをマグネットチャック上で行える画期的な加工システムである。
いずれも当社の超精密研削盤にオプションで搭載できる。このような加工システムを用いれば、専用治具や段取り替えをすることなく、また熟練者の技能に依存することなくワークの形状創成加工が可能となる。
超精密研削盤と超精密加工システムを組み合わせて加工品質と生産性をともに向上させる事例を紹介した。いずれも超精密研削盤の運動特性・繰り返し再現性・S/N比の高さを生かして実現したものである。高精度な研削加工の自動化には、最適なマシンが最高のパフォーマンスを発揮することを前提として、その上で機上計測やセンシングなどの適切なシステム構築が必要と考える。