-
業種・地域から探す

- 業種から探す
- 地域から探す
- 電機・電子・情報・通信

- 工作機械・ロボット・加工技術
- 産業機械・機構部品
- 素材・化学
- 環境・エネルギー・防災
- 自動車・航空機・宇宙・鉄道
- 建設・建築・土木・道路・住宅・住宅設備
- 物流・搬送
- 食品・医薬
- イベント・ビジネス全般
- 北海道・東北地方
- 関東地方
- 中部地方
- 近畿地方
- 中国地方
- 四国地方
- 九州・沖縄地方
続きの記事![]()
ドリル穴開け加工技術
ドリルによる穴開け加工は製造業において幅広い場面で用いられている。最近では高硬度材や軽量化素材など難削材の加工も増えており、それに伴い加工の高精度・高品質化への要求が高まっている。工具メーカー各社は、こうした要望に応え、刃先の形状から工具の材質、コーティングに至るまで製品・技術開発に力を入れている。そこで、今回は大同大学の工学部機械工学科の萩野将広准教授とシー・ケィ・ケーの技術開発部部長の青木渉氏に、「穴加工での諸問題に対応するドリル形状と工具材料の改質効果」をテーマに、最新の製品・技術動向を詳しく解説してもらった。
穴加工の諸問題に対応するドリル形状・工具材料の効果
【執筆】大同大学 工学部 機械工学科 准教授 萩野 将広
シー・ケィ・ケー 技術開発部 部長 青木 渉
ドリル先端形状を工夫
切削加工の分野ではドリル加工の占める割合は非常に多く、さまざまな用途において、ドリルの工具形状が開発されている。しかし、トラブルの発生率も高く、加工不良などの問題も多いのが現状である。
本編では、ドリル工具による穴加工において発生する問題に対応したドリルの形状を事例とともに解説する。
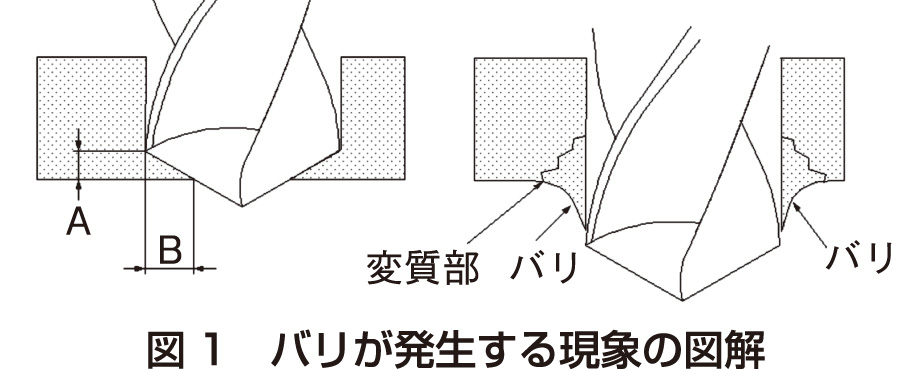
穴加工では穴の入り口と出口にバリが発生する。通り穴形状では出口に生じるバリやクロス穴のつなぎ目に発生する穴内面のバリは、形状品質を悪化させ、トラブルの原因となるので、穴加工後のバリ取り工程などが必要となる。そのため、バリの抑制が重要な課題となっている。図1はバリが発生する原因となる現象を工具形状から明らかにしたものである。
ドリルが穴を貫通する瞬間の穴形状はドリルの先端角により、AよりBの幅が長くなるため材料が押し出され変形する。このバリをポアソンバリとかロールオーバーバリと呼んでいる。このようなバリはドリルの先端形状を改良することで抑制できる場合がある。
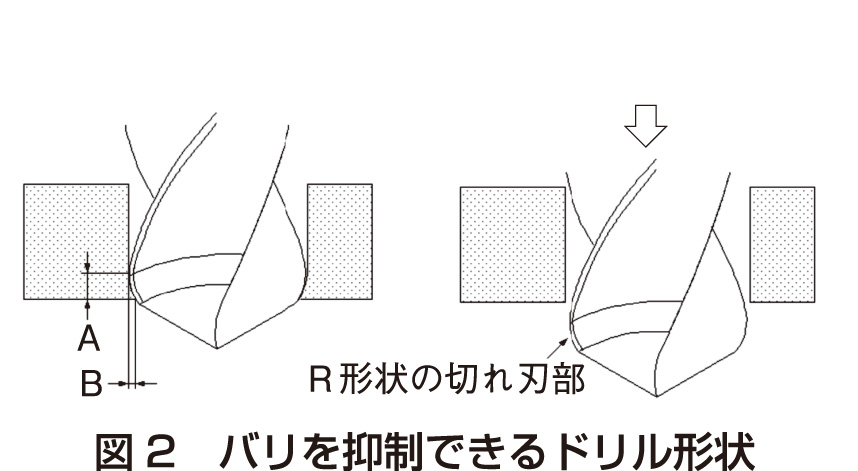
図2に改良したドリルでの加工形状を示す。ドリルのコーナー部にチャンファやR形状の切れ刃を追加した形状にすることでAの幅がBの幅より大きくなるため、バリの発生を抑制できる。
また、バリが発生する要因はドリル加工時に起こる穴内部の材料変質である場合も多いため、ドリル形状の改良に加え、切削速度や送り速度を見いだすことが重要である。
航空機材料に使用される炭素繊維強化プラスチック(CFRP)の穴加工では、バリや層間剥離(デラミネーション)の大きさで穴の内部変質層を判断している。バリが大きいほど変質層が大きいことになる。
高硬度材料への穴加工
焼き入れ鋼などの高硬度材料の切削加工では工具材料と被削材の硬度差が4倍以上ないと不可能とされるが、ドリルやエンドミルなどの工具は、工具形状や切削条件によって加工が可能になる場合がある。
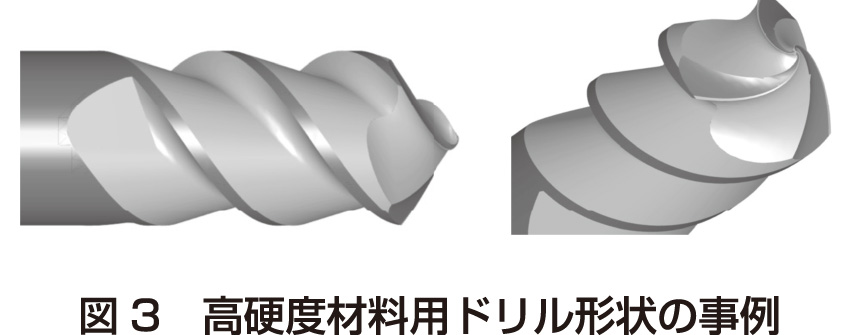
図3は材料硬度がHRC60程度のものも加工が可能なドリル形状の事例である。切れ刃形状のすくい角を大きな負角とすることで剛性を上げ、切れ刃長さを長くすることで切削性を向上させている。切れ刃長さを長くするためにはドリルのねじれ角を強く設定することで、切れ刃エッジ形状を大きな曲率にできる。また切削条件は短いステップ加工とし、送り速度も落とさなければならない。
傾斜面への穴加工用ドリル
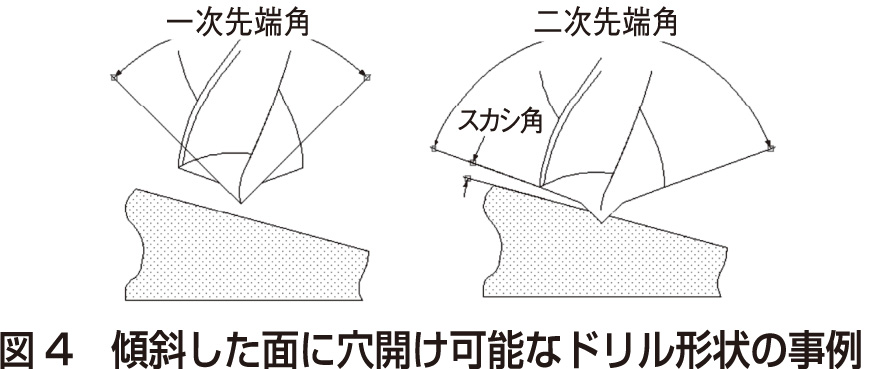
加工部品が傾斜した面に穴開け加工する場合はドリル先端角度を変更して対応する。図4は加工部品の傾斜面に合わせたドリル先端形状の事例を示す。傾斜角は30度程度までならこのような先端角の調整で加工可能となるが、それ以上はエンドミルなどによるザグリ加工が必要になる。先端角が180度のフラットドリルでの傾斜面加工も可能とされるが穴の深さや被削材は限られる。
また、穴底面の平面加工でフラットドリルが使用されるが、送り速度が遅く加工時間がかかるので、通常ドリルの加工後にフラットドリルの使用が望まれる。