-
業種・地域から探す

- 業種から探す
- 地域から探す
- 電機・電子・情報・通信

- 工作機械・ロボット・加工技術
- 産業機械・機構部品
- 素材・化学
- 環境・エネルギー・防災
- 自動車・航空機・宇宙・鉄道
- 建設・建築・土木・道路・住宅・住宅設備
- 物流・搬送
- 食品・医薬
- イベント・ビジネス全般
- 北海道・東北地方
- 関東地方
- 中部地方
- 近畿地方
- 中国地方
- 四国地方
- 九州・沖縄地方
続きの記事![]()
ドリル穴開け加工技術
製造業におけるドリル穴開け加工の割合は大きい。近年、電子機器などの精密部品の加工でも使用され、ドリルの加工領域は年々広がっている。ドリルのニーズは、高効率、高精度、長寿命化などがあるが、最近では、脱炭素社会の実現に向けた取り組みから、省エネルギーなど環境性能も求められている。これに伴いメーカー各社では、環境負荷低減につながる製品開発を進めている。今回は、ダイジェット工業切削技術部の行成伸二部長に「環境負荷を低減するドリル穴開け加工技術」のテーマで、環境に配慮したドリル開発におけるポイントを語ってもらった。
環境負荷を軽減
【執筆】ダイジェット工業 切削技術部 部長 行成 伸二
エネルギー使用を効率化
製造業のエネルギーの使用の合理化に向けた取り組みは、光熱費の削減や温室効果ガス(GHG)の排出抑制だけではなく、省エネ法により定められた法令順守(コンプライアンス)の観点からも取り組まなければならない重要な課題となっている。
エネルギーを効率よく使用するため、稼働時間やムダを減らす対策やエネルギー効率の高い省エネ機器を導入するなど、電力使用量を削減する活動を促進している。このような環境下で、切削加工においても環境負荷を低減し、電力消費を抑える加工技術の対応は重要であり、ここではドリル穴開け加工技術による開発の動向について紹介する。
難加工対応で高精度に
-
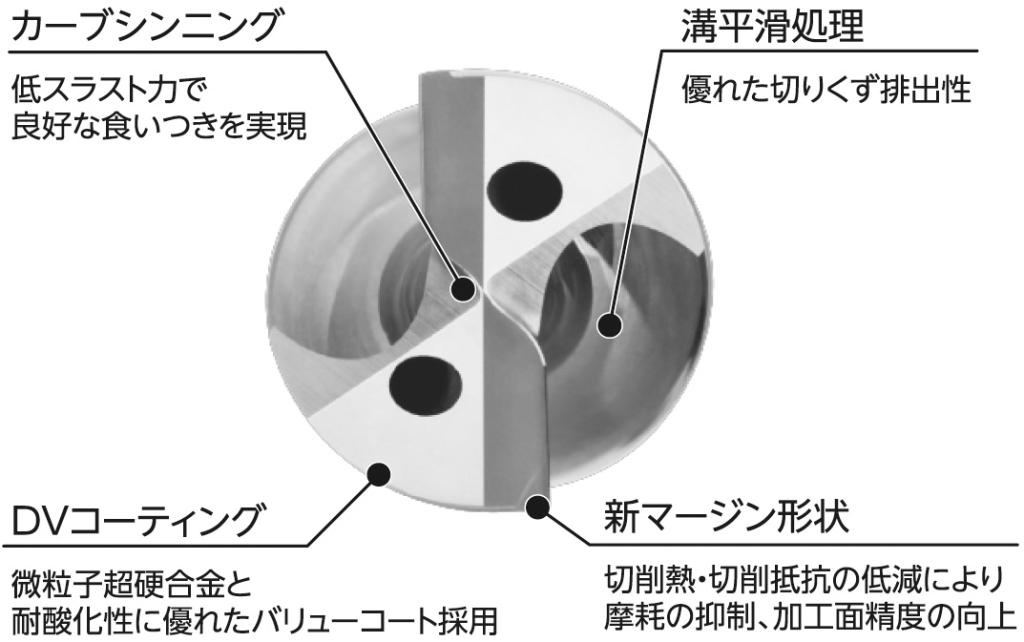
図1 ストライクドリルEZN形の特徴
穴開けにおいてドリル加工が占める割合は大きく、部品加工や金型加工など幅広い分野で重要な役割を担っている。難削材や難加工ニーズへの対応も多くなり、加工精度の向上やリードタイム短縮のため、ドリルの母材とコーティング、形状技術が進み、数多くの製品が提供されている。
ドリルの穴開け加工における電力消費は、工作機械の主軸回転、機械テーブル移動、潤滑・冷却液供給およびドリルの切削負荷によるものがある。
ドリル穴開け加工では、切削抵抗を低減することで消費電力の少ない穴開け加工で生産性を落とさず、加工時間短縮による消費電力削減を実現する技術が求められる。
ここでは切削抵抗を低減し、高精度な穴開け加工が可能な「ストライクドリルEZN形(以下EZN形で示す)」の特徴と加工性能を紹介する(図1)。
母材とコーティング技術
ドリルの性能を決定づける要因は、大きく大別すると母材とコーティング、形状に分けられる。
母材は、高速度工具鋼、超硬合金、また立方晶窒化ほう素(cBN)や多結晶ダイヤモンド(PCD)焼結体を使用したドリルが存在する。特に超硬合金を用いたドリルは、耐摩耗性と工具剛性のバランスに優れ、切削速度、送り量を大きくでき、高能率な穴開け加工が可能であり、広く使用されている。
EZN形の超硬母材には、熱伝導率に優れ、硬さおよび靭性(じんせい)を有する微粒子系超硬合金を採用している。炭化タングステン(WC)粒度を調整し、結合材コバルト(Co)を減じたもので、破壊靭性および耐摩耗性を向上させた高靭性母材である。
コーティング被膜は、物理蒸着法(Physical Vapor Deposition)が広く普及しており、耐摩耗性、耐衝撃性、耐熱性、耐溶着性、耐化学反応性、低摩擦係数など各社独自性のあるさまざまなコーティングを製品化している。
切削熱または振動の影響を大きく受ける穴開け加工において、耐欠損性向上とコーティング被膜の密着性を向上させる必要があり、EZN形はコーティング前に特殊処理を行ない、熱亀裂や被膜剥離の抑制力を向上させている。
コーティング被膜は耐高温酸化性、耐衝撃性、被膜靭性および密着性に優れたアルミニウムチタン(AlTi)ベースの硬質被膜を採用した。コーティング後のドリル表面にはドロップレットと呼ばれる微小な粒子が付着し凹凸ができる。EZN形は、表面処理によりそれを除去することで、切りくずの流れをスムーズにし、異常損傷を防ぎ、工具寿命の延長をさらに向上させている。