-
業種・地域から探す

歴史ある地域と新しい街が共存
愛西市、清須市20周年迎える
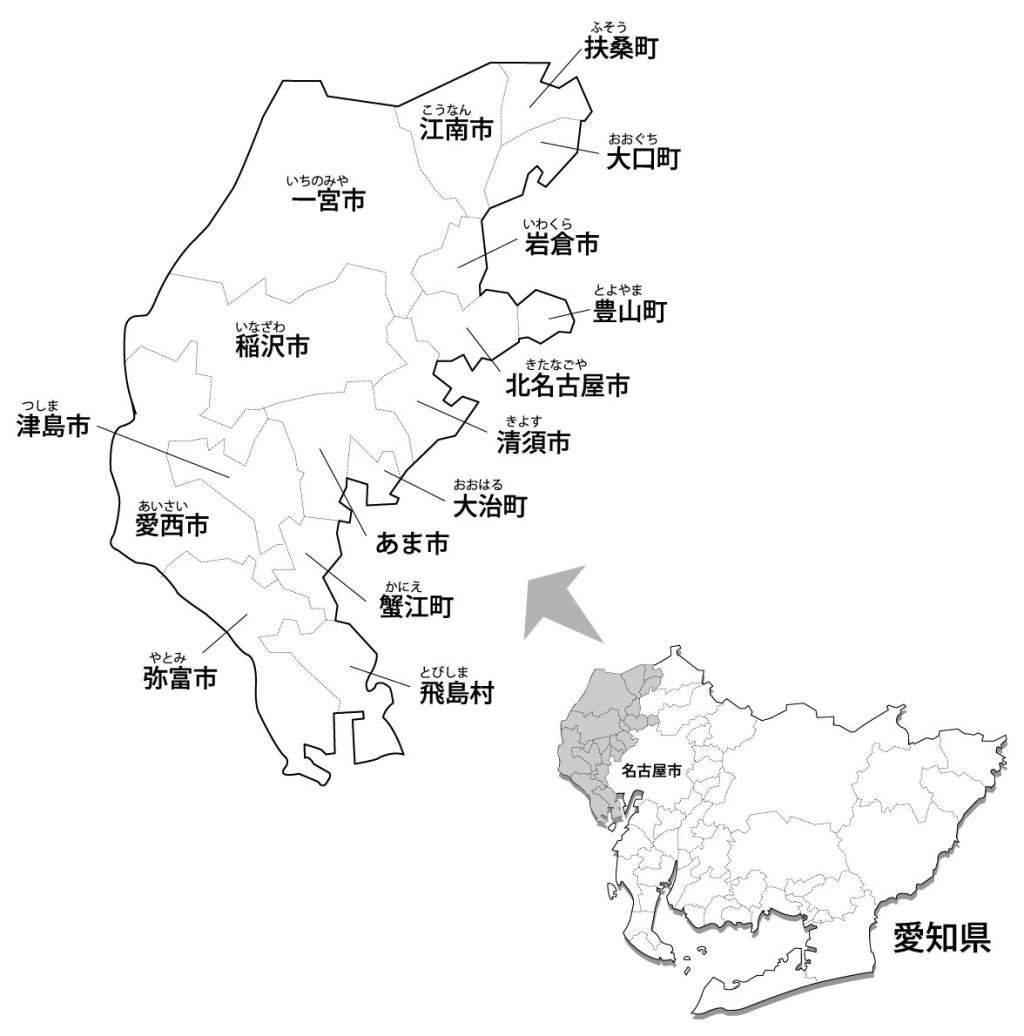
愛知県尾張西部地区は同県の北西部に位置し、愛西市、あま市、一宮市、稲沢市、岩倉市、北名古屋市、清須市、江南市、津島市、弥富市の10市と、大口町、大治町、蟹江町、豊山町、扶桑町の5町、飛島村の1村からなる。岐阜県と三重県に隣接し、木曽川が育んだ豊かな自然に囲まれる同地区は、繊維業をはじめとする多彩な伝統産業や地場産業が根付いている。古くから栄えてきた地域である一方、いわゆる「平成の大合併」で誕生した新しい市も多い。愛西市、あま市、北名古屋市、清須市、弥富市などは2000年代初頭に誕生している。
2025年4月には愛西市、7月には清須市が市制20周年を迎える。愛西市では同市出身の漫画家、伊藤彰氏のデザインしたキャラクターを用いて活動する同市公式の「Ⅴチューバー」を用いたロゴを作成。記念事業として「あいし あいす あいさい」をキャッチフレーズにスポーツ大会などを開催する。
-

清須市内を巡回するラッピングバス
また清須市でも同市ゆかりの漫画家、故鳥山明氏のイラストを用いたロゴを作成した。同市の清洲城を居城とした織田信長をモチーフにしたデザインで、記念事業としてロゴ入りマンホールを作製したほか、市内を走る循環バスにもロゴを用いてラッピングを施した。26年3月まで市内を運行する。このほか清洲城を会場にした謎解きイベントなども開催。一年を通じて20周年を祝う取り組みを展開する。
大規模な市町村合併から20年が経過し、もとあった地域と新たに生まれた街、それぞれの魅力が混ざり合い、新たな街の特徴が醸成されつつある。
製缶工場、来春稼働へ
同地区の企業は、設備投資や新製品開発に余念がない。眞和興業(江南市)は溶融亜鉛メッキを手がける本社工場の隣接地に製缶工場の建設を進めている。小牧工場(小牧市)で行っている溶接、機械加工など同メッキの前工程となる金属加工工程を集約する。一貫生産体制による小ロット・短納期対応を強化し、サプライチェーン(供給網)安定化に貢献する。総投資額は約13億円。太陽光発電など再生可能エネルギーを活用し、脱炭素に貢献する。
-

3月には地鎮祭を実施し、眞野祥典社長が神事に臨んだ
新工場は敷地約6000平方メートルに床面積が約1450平方メートル、320平方メートルの2棟を建設する。26年初頭の完成、同4月の稼働を目指す。溶接や切削などの加工設備は、小牧工場からの移設を中心にそろえる。
現在は小牧工場でメッキ前工程のショットブラスト、溶接、切削加工などを行い、本社工場に加工物を搬送して溶融亜鉛メッキを施した後、小牧工場で組み付け、出荷している。集約化でメッキ前工程とメッキ工程の連携をシームレス化し、小ロット・短納期に対応する。
また、現在小牧工場では金型部品、機械設備向け部品なども手がけている。新工場建設に合わせて、これらで培った機械加工技術を生かし、製缶加工の拡充に取り組み、新規需要開拓につなげるねらいだ。
眞和興業は鉄塔や橋梁、公共施設の構造物など大物のメッキ加工を手がける。業界では撤退する中小企業も多く、まとまった投資による工程集約と効率化で生き残りを図る。
現場目線でシステム自作
アイコクアルファ(稲沢市)は、環境改善に貢献した従業員個人の取り組みを社内で表彰する制度「カーボンニュートラル大賞」を実施している。再生可能エネルギーの導入や職場の改善活動など全社単位、事業部単位の活動と合わせて、個人の改善活動にも焦点を当てる。各従業員の環境への意識を高め、カーボンニュートラル(CN、温室効果ガス排出量実質ゼロ)実現につなげる。
個人の業務のうち効率化に寄与したアイデアや、二酸化炭素(CO2)排出削減量に換算した際の成果などを評価する。
徐々に成果が出始めているのが、ロボットの待機時間に“アイドリングストップ”させるシステムだ。技術開発の担当者が自作し、待機時の電力消費によるCO2排出量を従来比で約半減した。会社全体でもCN達成に向けた仕組みづくりを進め、目標の達成を目指す。
自動車のターボチャージャー(過給器)用インペラー(羽根車)などを生産する工場で、5軸加工機に加工対象物(ワーク)をセットし取り出すためのロボット48台に待機時対策のシステムを導入した。
ワークを取り出して棚に配置した後、次のワークの加工完了まで待機時間がある。待機中にサーボ制御を自動でオフの状態にすることで電力消費を抑えた。
インペラーの自動バランス修正や旋盤工程にも同システムを導入した。工程内で他のロボットや加工機が異常停止した場合などに、動いていたロボットも合わせてサーボオフ状態にする。これらの取り組みにより電力消費量で年間3万8157キロワット時、CO2排出量では同16・4トンの削減効果を生み出した。
開発したアイコクアルファAP事業部の後藤優太AE5Gエンジニアリーダーは「これまでは生産効率に目が行きがちだったが、会社がCN活動に力を入れ始めてから意識するようになった」と話す。後藤リーダーは環境改善に貢献した従業員個人を社内で表彰する制度「CN大賞」を受賞。他にもエアの使用量を可視化し漏れを知らせるシステムを自前で製作したという。同社はCO2排出量を30年度までに13年度比46%削減する目標を掲げる。