-
業種・地域から探す

小径・深穴開け加工技術
小径・深穴開け加工は医療部品や金型の冷却穴向けの需要がある中で、近年は半導体をはじめとした光通信向けの精密部品に対する微細穴加工のニーズが急増している。これに伴い、加工で使用される切削工具は細く長くなるため、工具の折損や穴曲がり、切りくずの滞留などの課題があるほか、加工に時間を要するため高能率化が求められている。 加工対象物(ワーク)の構造が複雑化する中、加工精度と高能率化の両立には工具の品質向上が必要不可欠だ。工具の寸法がわずかでもズレていると切削に影響が出るため、大量生産でも安定した品質を確保しなければならない。工具メーカー各社はこれらの課題に対応する製品開発に力を入れており、新製品をそれぞれ展開している。 そこで今回は、深穴加工において必須の工具であるドリルの製造プロセスに着目。「難作材向けの小径工具製造を支える研削技術と導入事例」と題して、ユナイテッドグラインディングの府内房子氏にドリルを高精度かつ安定的に製造するための研削技術について詳しく解説してもらった。
高精度で安定的に製造
【執筆】ユナイテッドグラインディング マーケティングマネージャー 府内 房子
電子部品や医療機器をはじめとする分野で製品の小型化が進む中、小径・深穴加工に対応した切削工具への要求は一段と高度化している。加工形状の微細化により、使用される工具には高精度だけでなく、安定した形状再現性とロット間のバラつきの抑制が求められている。
これに伴い、加工現場で安定して使用できる工具を継続的に供給するため、工具メーカーにとっては製造段階における再現性の確保が重要なテーマとなっている。
-

工具研削盤「HELITRONIC MICRO」
ワルター社はユナイテッドグラインディンググループに属しドイツに拠点を持つ。同社の工具研削盤「HELITRONIC MICRO」(以下、工具研削盤)は直径0・1ミリメートル以上の小径工具を高精度かつ安定して製作できる。一方、測定機「HELICHECK NANO」は非接触光学測定を用いて微細工具の形状や寸法を高精度に全自動で測定し、工程内や最終検査で品質管理を支える。ソフトウエアによる工具設計、加工から品質保証までを包括的に提案し、小径工具加工の高度化を下支えする。
工具研削盤の基幹構造には、低振動ミネラルキャスト製マシンベッドが採用されている。このベッド構造は、熱変化に伴う寸法変動を抑制すると同時に研削時に発生する微細振動の減衰性に優れている。小径工具研削では、わずかな振動の影響が刃先形状の乱れや面品位の低下として現れるが、同製品の構造はこれらの影響を最小限に抑え、高い繰り返し精度と工具の形状安定性を実現する。また、全駆動軸には冷却装置付きリニアモーターおよびトルクドライブを採用し、高分解能エンコーダーによる精密な位置決め制御が行われている。
また、ターレット式3スピンドル構成を採用しており、1スピンドルあたり最大3枚、合計9枚の砥石(といし)を搭載可能である。これにより、粗加工・仕上げ加工・特殊形状加工を段取り替えなしで連続加工でき、工程数が多い工具でも安定した研削プロセスが構築可能だ。クランプ用のワーク軸には冷却装置付きホローシャフトスピンドルを採用し、最大回転数3000rpm(1分当たりの回転数)に対応。回転による温度上昇を抑えた構造にすることで、円筒研削から工具研削まで一貫した加工が可能となり、加工精度と加工効率の両立を実現している。
高精度研削を支えるソフトウエア
さらに、工具研削盤にはワルター社独自で開発した研削用のコンピューター利用設計・製造(CAD/CAM)ソフトウエア「HELITRONIC TOOL STUDIO」が搭載されている。同ソフトウエアは工具設計、加工プログラム作成、3Dシミュレーションを一貫して行える。工具形状の視覚的な確認、事前の干渉チェック、加工結果を想定した高精度なシミュレーションを可能としている。
正確な機械リファレンスデータ、砥石データ、チャックデータを基に演算を行うため、シミュレーション結果と実加工結果の乖離(かいり)が小さく、寸法調整に要する時間の削減にもつながる。さらにチャックやコレットに起因する振れを補正する自動振れ補正機能も備えており、段取り時間の短縮と小径工具に求められる高い形状精度の両立を実現している。
-
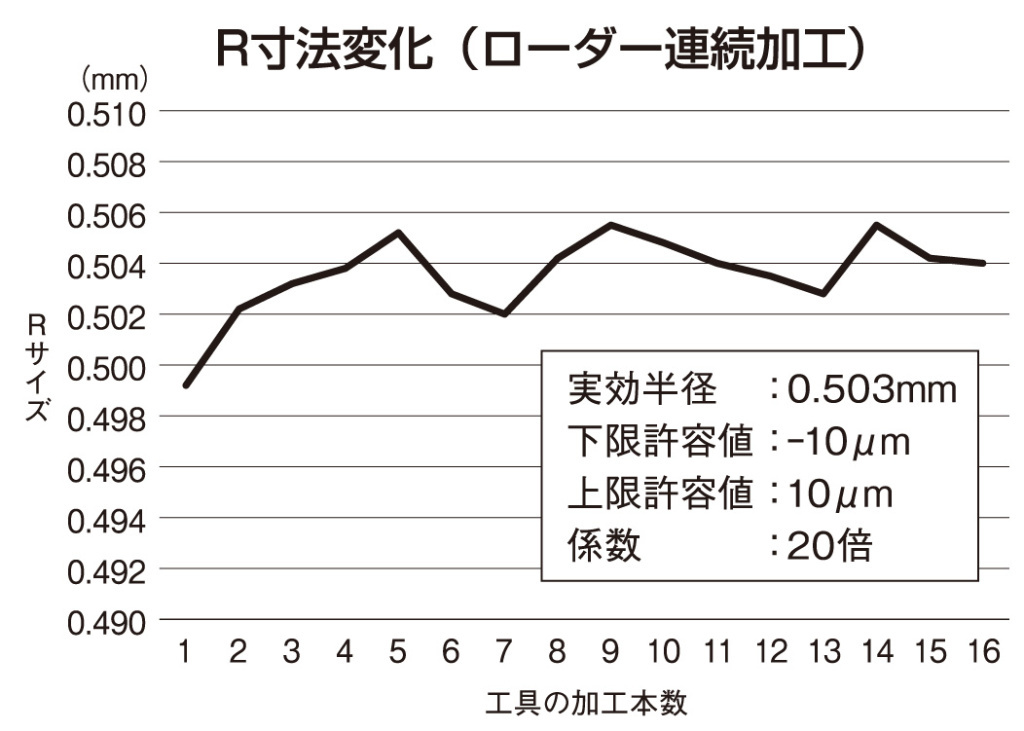
(図1)CBNボールエンドミルの連続製作試験の結果 -
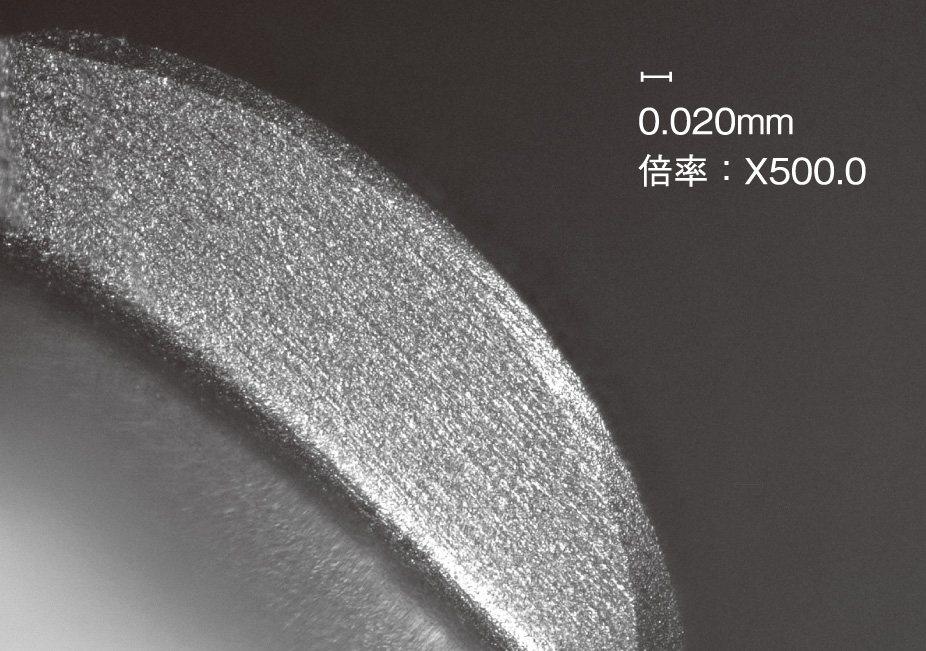
(図2)試験後のCBNボールエンドミルの刃先表面
工具研削盤の性能を示す具体例として、ワルター社で実施した立方晶窒化ホウ素(CBN)ボールエンドミル(直径1・0ミリ、半径0・5ミリメートル)の連続製作試験の結果を示す(図1)。同試験では、16本の工具をロボットローダーによって連続加工し、加工途中でのマニュアル補正は行わず、キャリブレーションボールによる熱変位補正のみを使用した条件で実施された。その結果、半径寸法のバラつきは最大3・5マイクロメートルに抑えられ、真円度も3マイクロメートル程度で安定していることが確認された。刃先を500倍で観察してもチッピングは見られず(図2)、難削材であるCBN小径工具でも連続加工が成立することが示された。
技術を体系化、製造工程再現
こうした結果は、小径領域で求められる「工程としての安定性」が機械構造、補正技術、設計自由度など、基盤技術の積み上げによって支えられていることを示している。小径工具の安定製造は、もはや熟練者の経験だけに依存するものではなく、技術を体系化し、製造プロセスとして再現できる仕組みづくりの時代に入ったといえる。
工具メーカーが語る工具研削盤の価値
工具研削盤を活用し、小径工具の製造を行っている工具メーカーの導入事例を紹介する。
-

協和精工の超硬ドリル
協和精工(秋田県羽後町)は小径・高精度・高付加価値という自社の強みを生かし、新たな市場開拓を進めてきた。近年は半導体製造装置向け部品加工やセラミック加工分野での受注を拡大しており、中でも多結晶ダイヤモンド(PCD)工具の需要が大きく伸長しているという。
協和の工具づくりの大きな特徴は、標準品と特殊品の境界を設けていない点にある。スクエアエンドミル一つをとっても、刃径を1ミリメートル飛びではなく、1・01ミリメートル、1・02ミリメートルといった0・01ミリメートル単位でカタログ品として管理。さらにコーナー部の面取りや有効長さ、首下形状までを用途に応じて細かくラインアップしている。顧客の「この加工がしたい」という要求から工具仕様が生まれ、それが結果として“標準”になっていくという考え方が、社のモノづくりの根底にある。
ノウハウ共有、安定品質供給
こうした小径工具の領域では、L/D(工具突き出し長さと工具径の比)が10Dを超えるケースも珍しくなく、刃長が長くなるほど寸法安定性の確保は難しくなる。
この課題に対し、工程指標や写真付き作業指示書を整備し、社内品質基準を明確化。個人技能に依存しないかたちでノウハウを共有する体制を構築することで、厳しい公差が求められる小径工具においても、安定した品質での量産・供給を可能にしてきた。
注目すべきは、以前からこうした高精度加工を「人」ではなく「組織」で成立させる仕組みを築き上げてきた点で、量産工程でも設計した刃形や微小R形状を確実に再現する。これを前提に工程管理・品質保証・人材育成を一体で整備し、その考え方を定着させてきた。
再現性を軸にしたものづくり文化を一貫して推進する同社がワルターの工具研削盤に求めたことは、多品種小ロット生産に対応する段取り時間短縮だけではない。小径・長刃工具における寸法安定性、設計通りの刃形を量産時にも再現できる加工能力、さらには付加価値創出につながるソフトウエアの柔軟性やサイクルタイムまでを含めた総合力であった。これらすべての要件を満たす性能を持つことが製品の導入を決定づけた。これは単に高精度な加工機であるということだけでなく、工具メーカーの品質保証そのものを支える“製造基盤”であることを示している。
現在は、同一刃径で刃長の異なる工具を段取り替えなし、かつ同一パレットで自動連続加工の運用の実現に向け、メーカーエンジニアと技術的な擦り合わせを重ねている。こうした密な連携が生産効率の向上につながっている。
切削工具の小径・小型化が急速に進む半導体分野をはじめ、より高度な難加工・微細加工への挑戦を見据え、ワルターの高精度工具研削盤は工具メーカーの次世代モノづくりを支えている。