-
業種・地域から探す

高能率・安定加工を実現する最新の小径・深穴加工
(執筆)オーエスジーデザインセンター 開発グループ 上谷 恭平
多様な小径深穴加工のニーズ
小径深穴加工にはさまざまな方法が用いられている。従来、放電加工が最も一般的であるが、ガンドリルの加工も行われている。しかし、部品の小型化や精密化に伴い、これらの加工方法は加工時間の長さが課題になることも多い。例えば、一つの加工対象物(ワーク)に数千から数万の穴を開ける加工や、1部品に数穴であっても数万個を加工するニーズも存在する。現在では小径深穴加工においても、より高能率な加工を求められている。
加工能率の向上を図るため、ツイストドリルでの加工が試されるが、外部給油では切りくずの排出と切削油剤の供給のために細かなステップ加工が必要となる。そのため、加工能率の大幅な改善は難しい。
そこで加工能率向上の妨げとなる切りくず処理と切削油剤の供給を向上させるため、内部給油での加工が試されている。内部給油の加工はノンステップ加工が可能となり、大幅な加工能率の向上が期待できる。
しかし、ここでの課題はドリルの折損だ。小径ドリルは工具の剛性が低いため折損しやすい。折損が起こると工具の除去に手間がかかり、最悪の場合は部品が不良となってしまう。いかに安定した加工を実現するかが高能率化のポイントとなる。折損が生じる要因は、内部給油でもその切りくずの形状によっては切りくずが溝に詰まり、ドリルに生じる負荷が急激に増加して折損につながってしまう。小径ドリルの安定加工のためには、切りくずをいかにスムーズに排出するかが重要となる。
安定加工追求 独自の溝形状
-
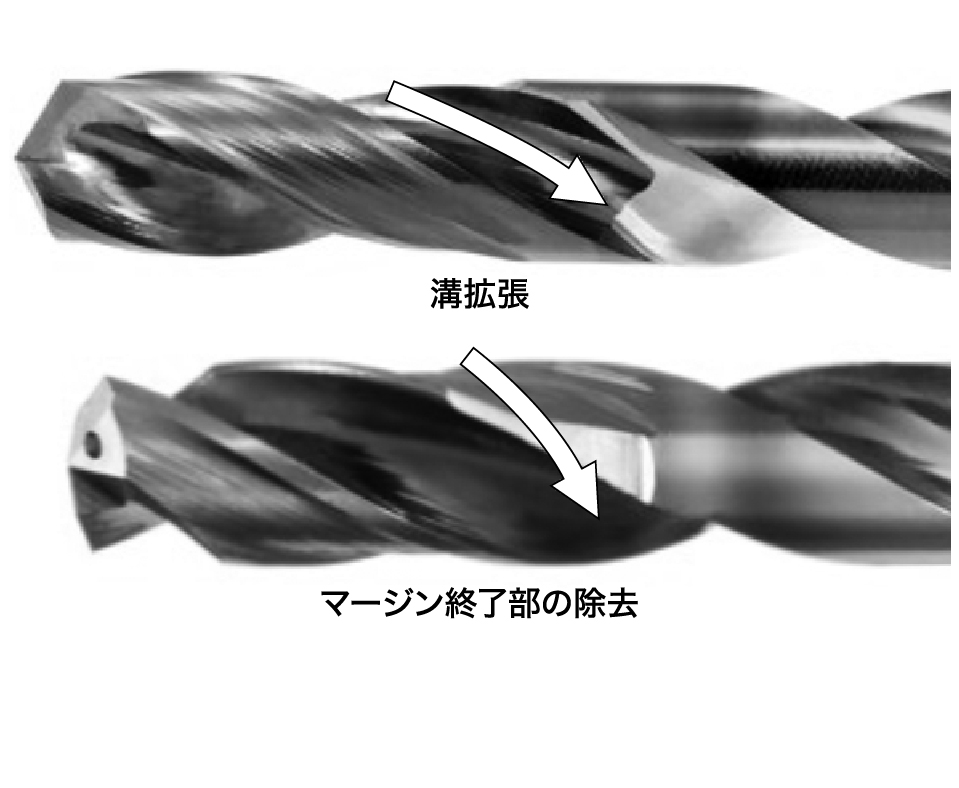
図1 溝部拡大
そのような課題へ対応する抜群の切りくず排出性をもつ小径油穴付き超硬ドリル「ADO-MICRO」の特徴を紹介する。ドリル加工では、図1の写真上に示すように、先端部で生成された切りくずは溝を通って流れていく。この際、切りくずがスムーズに流れず溝部につまると、ドリルに過大な負荷がかかる。これが工具折損や加工穴精度不良の要因となる。
切りくず排出性を重視し、ドリルの溝部を広げ過ぎると、ドリルの剛性が不足し、折損や加工穴精度の不良などのトラブルを引き起こす。切りくず排出性と剛性はトレードオフの関係にあり、バランスをとることが非常に難しい。
そこで、ADO-MICROでは、図1の写真上に示すように、ドリル先端部よりも広い溝を設定した。これにより、スムーズな切りくず排出と高いドリル剛性の両立を実現した。
また、小径ドリル加工では非常に微小なスラッジが発生する。その微小スラッジがドリル溝部以外のスペースに入り込み、トラブルの発生につながることがある。このような場合、原因の特定が難しいことが多い。当社ではこの原因の追究をした結果、ドリル背部のクリアランスにスラッジが堆積していることを確認した。
そこで、ADO-MICROは図1の写真下に示すように、マージン終了部を除去し、スラッジが排出可能な出口を設けることで、このトラブルを防止している。
環境負荷低減にも貢献
-
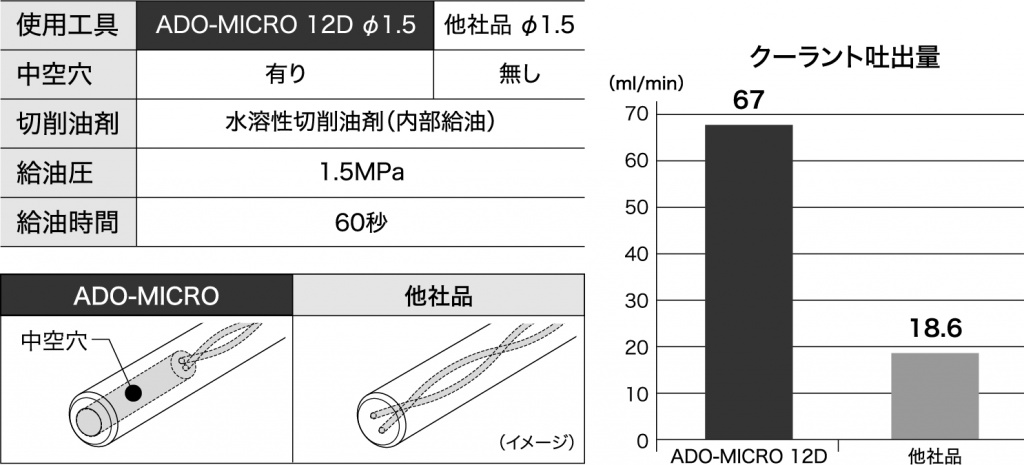
図2 シャンク中空穴の形状と効果 -
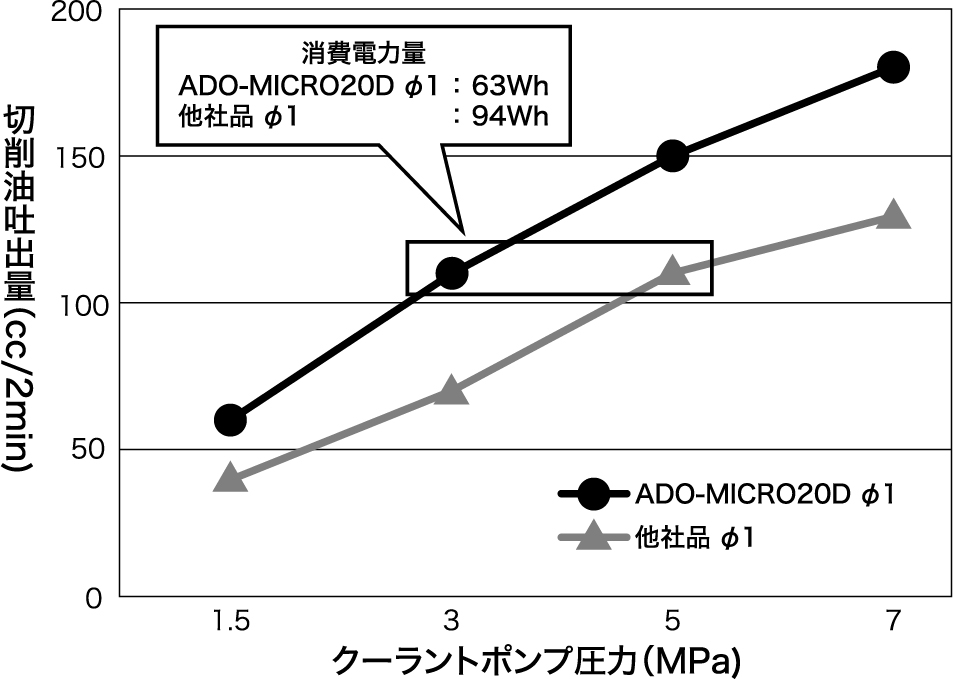
図3 切削油剤吐出量とクーラントポンプ圧力の関係
ADO-MICROでは図2に示すように、シャンク部に大きな1本の中空穴を設け、クーラントの流入をサポートしている。油穴付きドリルの多くは、2本の螺旋(らせん)状の油穴がシャンク端面まで続いている形状となっている。
しかし、この従来の形状をそのまま小径ドリルに適用すると、クーラントが細い油穴を通るために圧力損失が発生し、クーラント吐出量が低下してしまう。そこで、中空穴を設けることで圧力損失の低減が可能となり、クーラント吐出量を増加させ切りくず排出性や冷却性が向上し、クーラントポンプの圧力を下げることも可能となる。
図3は、クーラント吐出量とクーラントポンプ圧力の関係を示したグラフである。他社品ではクーラントポンプ圧力が5メガパスカル必要なところ、ADO-MICROでは3メガパスカルの圧力で同一の切削油剤吐出量が可能であることを示している。
また、同一流量を吐出するためのクーラントポンプの消費電力量を比較すると、ADO-MICROでは他社品の約3分の2となり、消費電力量の削減にも貢献が可能だ。切削油剤の吐出量増加は、切削性能の向上のみならず、環境への負荷低減にも貢献できる技術である。
クーラント吐出量 安定加工に効果
-
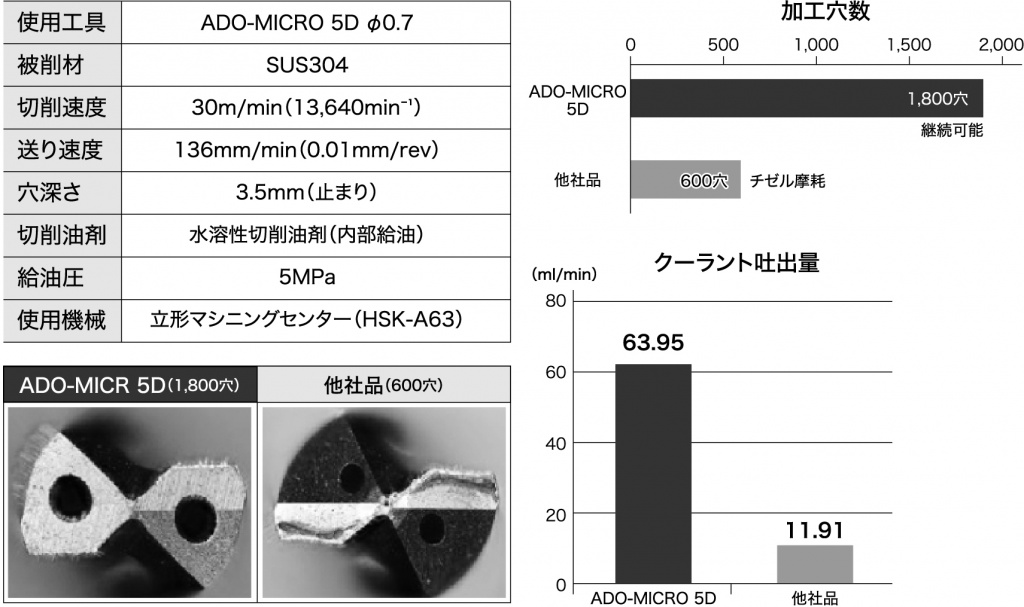
図4 クーラント吐出量と安定加工の加工事例
ADO-MICROの特徴である優れたクーラント吐出量の効果による事例を図4に示す。クーラント吐出量が多いことで安定加工を実現し、他社品の3倍の穴数を加工しても継続使用可能な状態を維持することができた。特に、本事例のようなステンレス鋼など熱伝導率の低い材料に対しては、冷却性が非常に重要な要素となり、大きな効果を発揮する。
高能率化と環境配慮 重要に
製造業における近年の一大トレンドである部品の小型化・軽量化に対応するため、小径ドリルは不可欠な工具となってきている。その用途は多岐にわたり、多様な需要や要望も多い。そこで、代表的な例を二つ紹介する。
まず一つ目が、多様な被削材への対応と高能率化である。前述したステンレス鋼のほか、金型用鋼、チタン合金、アルミニウム合金の加工などでも需要がある。特にステンレス鋼やアルミニウム合金の加工においては、一つのワークに数万穴を開ける事例もあり、ノンステップ加工だけでなく、切削条件の向上によるさらなる高能率化の需要が見込まれる。
二つ目は環境配慮である。最新技術として小径穴開け加工においても、微量の切削油剤を供給するMQLや二酸化炭素(CO2)冷却が採用されている。環境を配慮した条件下でいかに安定した加工を行えるかが今後の鍵となると考えられる。
量産や多穴加工などにおいて加工時間の短縮が求められるなか、ユーザーの中には適切な小径工具選定に苦労されているケースが多い。そのような声から生まれた〝安定加工〟を追求した製品がADO-MICROである。ノンステップ加工で安定加工を追求されるユーザーへ自信をもってお届けできる製品である。小径穴開け加工を行われる全てのユーザーの一助になれば幸いだ。