-
業種・地域から探す

サーボプレス活用におけるDXとカーボンニュートラルへの取り組み
【執筆】エイチアンドエフ 技術本部 プレス部 技術課長 前田 昭仁
サーボプレスの最大の特徴はスライド速度、加圧力を任意に設定でき、生産性・成形品質の向上に貢献できることである。また機能面だけでなく、デジタル変革(DX)やカーボンニュートラル(温室効果ガス排出量実質ゼロ)に適している点もサーボプレスの特徴として挙げられる。サーボプレスは各設定の自由度が高いが、その特徴を使いこなすことは容易ではなく、いかにサーボプレスの機能を扱いやすくするか、どのように活用するかが重要である。これらに関する事例を紹介する。
DXへの取り組み
サーボプレスは成形条件に合わせてスライドモーションを変化させることができる。成形ストロークに応じてスライド加減速範囲を調整することによりサイクルタイムを短縮可能なため、生産性を向上できる。
最速生産となるよう、プレスモーションに対して搬送装置の動作タイミングを設定することが重要となる。設定においては搬送装置をティーチングしながら手動で最適条件を割り出すことも不可能ではないが、過大な労力となるため、特にタンデムラインにおいてはライン全体を制御する機能が必須となる。
当社独自開発のモーションシミュレーターは机上でシミュレーションができ、そのデータを制御に反映することが可能なため、DXにつながる。同じく当社独自開発のIoT(モノのインターネット)を用いた「予防保全」「復旧支援」「稼働分析」「品質維持支援」の四つの基本機能で構成される「HFMAPS(エイチエフマップス、H&F Maintenance & Production Support)」についてもDXへの取り組みとして紹介する。
-
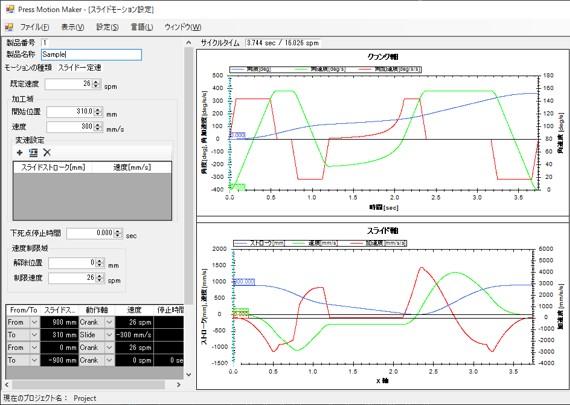
図1 モーションデータ作成
①プレスモーションメーカー
「プレスモーションメーカー」はサーボモーターで駆動するプレス用のアプリケーションである。制御システム上の役割として、モーションデータの作成(図1)、モーションデータの保存、コントローラーへのデータ書き込みを行う。
コントローラーは書き込まれたモーションデータを使用してサーボモーターを制御する。モーションを作成する際は加工域のスライド速度設定が可能で、それ以外の領域では動作が最速となるように自動作成される。
加工域では加工域の開始位置と、その位置におけるスライド速度を設定する。それ以降は下死点までの任意の位置で速度変更が可能だ。
-
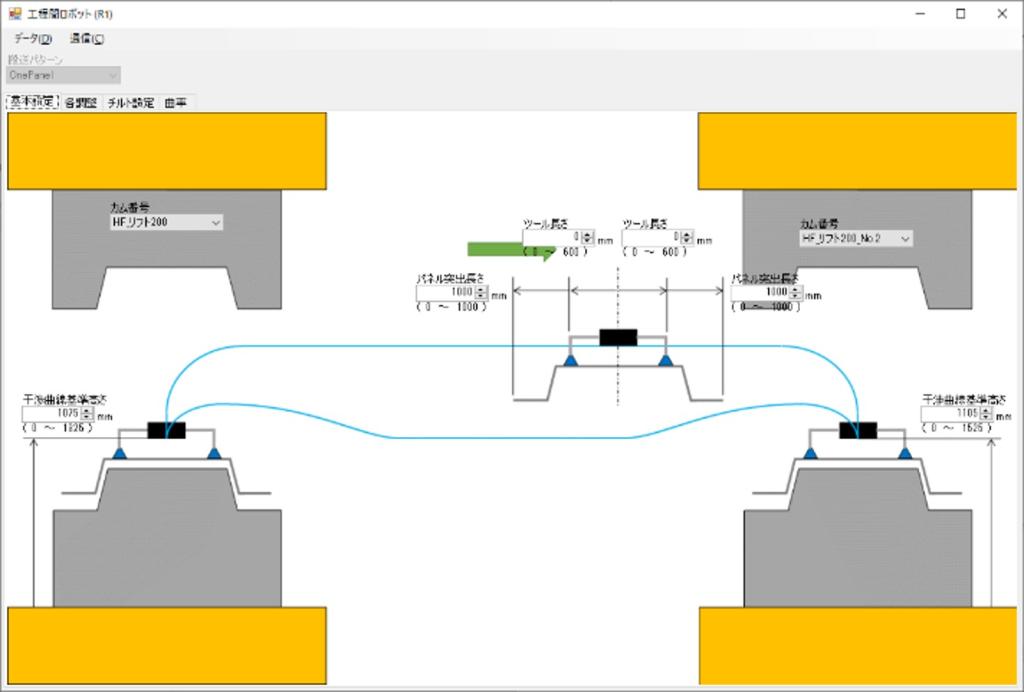
図2 プレス間搬送装置のモーション作成
②ラインモーションメーカー
「ラインモーションメーカー」は当社タンデムラインの同期制御システムに組み込まれているアプリケーションである。同期制御システムはラインモーションメーカーを用いて、あらかじめ最速となる装置の起動タイミングを計算する(図2)。コントローラーはその計算結果をもとに装置間で同期させることでその動作を実現させ、ライン速度を高速化している。
全ての装置のモーションを作成後、計算実行により動作可能な最速のライン速度が割り出される。計算結果はシミュレーションできるため、この機能を用いることでユーザーは生産計画を立てることが可能となる。また、ライン速度低下の原因となる工程を確認できるようになっており、ライン速度改善の検討にも用いられている。
-
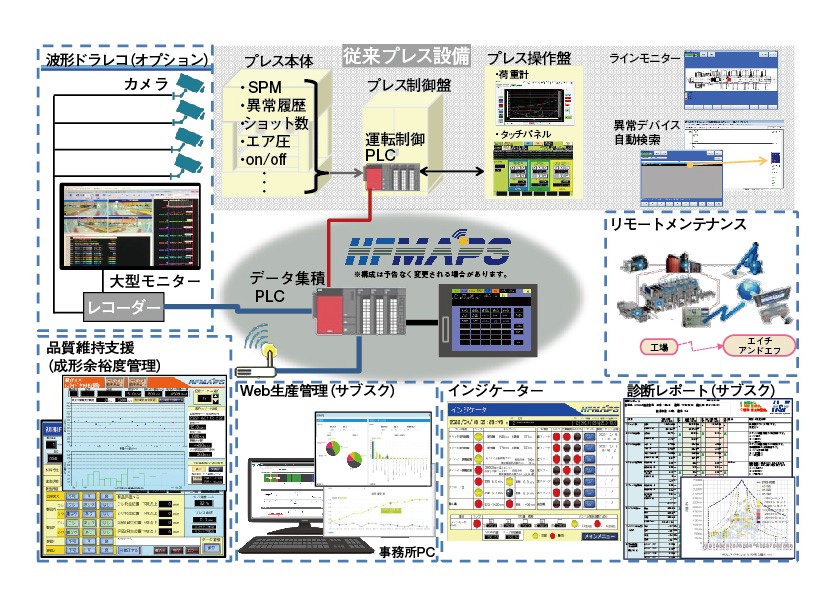
図3 HFMAPS構成イメージ
③HFMAPS
HFMAPS(図3)はさまざまな機能を備えており、プレスの稼働情報収集による状態監視もその一つである。近年はPLC(プログラマブル・ロジック・コントローラー)の性能向上やセンサー類の増加に伴い、監視専用センサーを増設しなくてもプレス本体から得られる情報は増えてきている。
特にサーボプレスの場合、サーボモーター自体がセンサーのようなものであり、サーボモーターの位置・トルク(負荷)などの数値情報を通して、スライドの実際のモーションや、成形中の荷重に相当する情報を取り出すことが可能なため、駆動部ギアの負荷を推定できる。サーボダイクッションを備える機種の場合は、成形荷重を詳細に把握したり荷重パターンを変更したりできるため、製品品質との相関を定量化することも可能である。
カーボンニュートラルへの取り組み
①サーボプレスとメカプレスの消費電力比較
サーボプレスはメカプレスに対して消費電力を低く抑えられる。
プレス成形時のエネルギーについてはメカプレス、サーボプレスともに同じ成形を行うものとして想定した場合、消費電力量に差はない。しかし、サーボプレスはメカプレスに必須なフライホイールを必要としないため、プレス待機中のフライホイール回転抵抗から生じる消費電力が発生しない。
またタンデムプレスのような断続運転を行う場合、メカプレスは成形ごとにクラッチブレーキのオン・オフ動作が必要となるため、エア駆動のクラッチブレーキではエアの給排気を繰り返す。エア消費量は電力消費量に換算でき、クラッチブレーキのないサーボプレスでは消費電力を低く抑えることができる。
これらの理由により、サーボプレスはメカプレスに比べてカーボンニュートラルへの効果が高くなる。
②サーボクッション
クッション装置を従来のエアクッションからサーボクッションに置き換えることにより、消費電力を抑えられる。サーボクッションはプレス成形時のエネルギーを回生電力として利用できる。当社では複数のサーボアンプ、インバーターをPN母線(正極・負極の直流母線)共通で電源回生共通コンバーターと接続することにより、回生電力を有効活用する取り組みを行っている。
また、金型交換時にエアの給排気も必要としないため、消費電力は従来のエアクッション搭載のプレス機より低く抑えることができる。
③電源設備容量の最適化
サーボプレスラインでは一瞬で発生する電力消費に対して、余裕のある設備とする必要があるが、使用する全モーター数の最大電力消費に合わせてコンデンサー、コンバーターを選定すると、余裕がありすぎることになる。そのため、ユーザーが求めるライン仕様に対して、最適な電源容量を選定することが重要である。
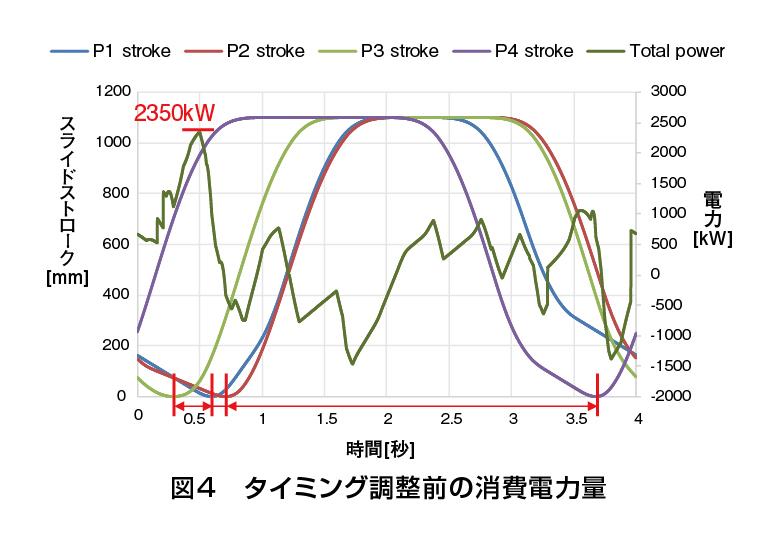
当社では実測データと電力シミュレーションによって必要な電源容量の算出を行い、無駄のない選定を行っている。特にタンデムラインにおいては各プレスの成形時に必要な電力を計算し、タンデムラインとしてプレス機を同期させた際にライン全体に発生する最大電力量を机上計算する。
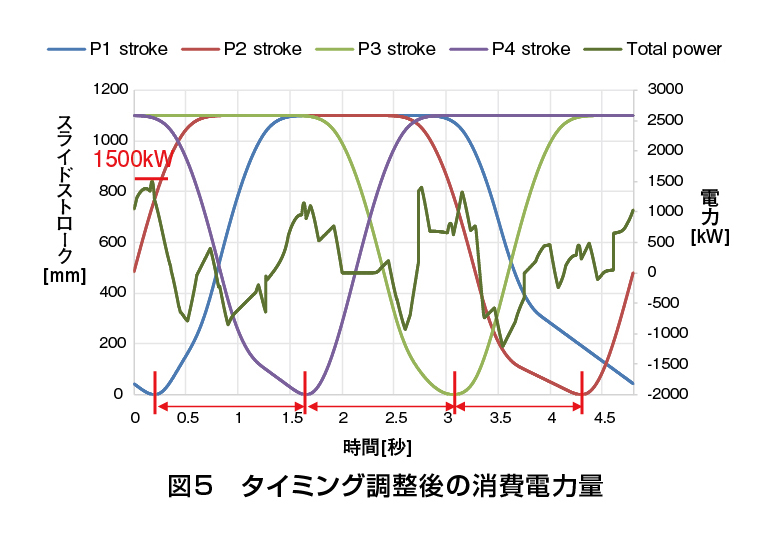
図4に示すように各プレスの下死点到達タイミングが同じとなる場合、ライン全体の発生最大電力量は大きくなるが、図5に示すように各プレスの下死点到達タイミングを調整することにより、ライン全体の発生最大電力量を低く抑え、消費電力量の平準化を行える。最大電力量を低く抑えることにより、電源設備容量も小さくできるため、ユーザーの初期設備投資費用の抑制に貢献できる。
おわりに
サーボプレスは生産性や成形品質の向上が見込め、カーボンニュートラルにも貢献できるという点でメリットは多いが、導入後に機能を十分に使いこなせないという点がデメリットとなっていた。しかしDXへの取り組みにより、サーボプレスは以前より扱いやすくなってきている。
今後はさらなるIoTとの連携により、サーボプレスの活用の幅がさらに広がるものと考える。ディスタック、搬送装置、パイラーなどの周辺装置に用いられるPLCやサーボモーターのデータも活用し、サーボプレスライン全体のDXを図る。