-
業種・地域から探す

ポンプと関連製品
ポンプ材料の腐食 原因と事例、対策技術
【執筆】MIYASAKA Lab.代表/腐食防食専門士(腐食防食学会認定) 宮坂 松甫
ポンプは社会と産業のあらゆる分野で流体を運ぶ、欠くことができない機械装置である。ポンプの性能と信頼性を支える主要な構成材料である金属は、腐食という問題を抱えている。腐食はポンプの寿命を縮めるだけでなく、社会の安全・安心を脅かすような事故の原因にもなる。ここでは金属の腐食の仕組みを説明し、腐食の事例と対策技術を紹介する。
金属の腐食
世界的にポンプの市場が形成され始めたのは、19世紀半ばと言われている。1905年に井口在屋博士によって発表された渦巻ポンプの一般理論は、海外でも高く評価された。それに基づく「ゐのくち式ポンプ」の発明は、大正時代における基幹インフラ向けポンプの国産化とその発達に大きく貢献した。
近代のポンプは一部のものを除いて金属材料で作られている。金属材料は強度が高い、加工しやすいなどの構造材料としての優れた特徴を持つ半面、「腐食」という弱点を持ち合わせている。腐食は経済的な損失をもたらすだけでなく、破壊、有害物の飛散など安全性への重大な障害となる。ポンプの腐食を防ぐことは、社会と産業の安全・安心を確保する上で重要である。
46億年前「鉄の星」とも呼ばれる地球が誕生した。その後、地球上に発生したシアノバクテリアの光合成によって酸素が供給され、地表近くの金属は一部の貴金属を除き酸化物となった。やがて人類は金属の酸化物から酸素を取り除く(還元する)ことを覚え、金属を材料として手にした。
近代製鉄では、鉄酸化物(鉄鉱石)を還元するために高炉などで大量のエネルギーを使っている。腐食は金属が元の安定的な金属酸化物に戻ろうとする自然の摂理であるが、それにあらがって腐食を防ぐことは、エネルギー・資源の節約と、温室効果ガス(GHG)の排出削減にもつながる。
ポンプの腐食事例と対策技術
ポンプ材料としては、鉄をベースとした材料=鉄基材料(炭素鋼、鋳鉄、低合金鋼、ステンレス鋼など)が多い。ポンプが扱う流体はさまざまであるが、水道水、河川水、海水など、ほぼ中性で空気中の酸素を含む水が多い。
常温付近の金属の腐食には酸素と水が必要なので、ポンプの多くは常に腐食環境中にあると言ってよい。ここでは中性水溶液中における鉄基材料の腐食事例と対策技術について述べる。海水は金属にとって苦手な塩化物イオンを多く含んでおり、中性水溶液中の腐食が典型的な形で現れるため、主に海水ポンプの腐食事例を取り上げる。
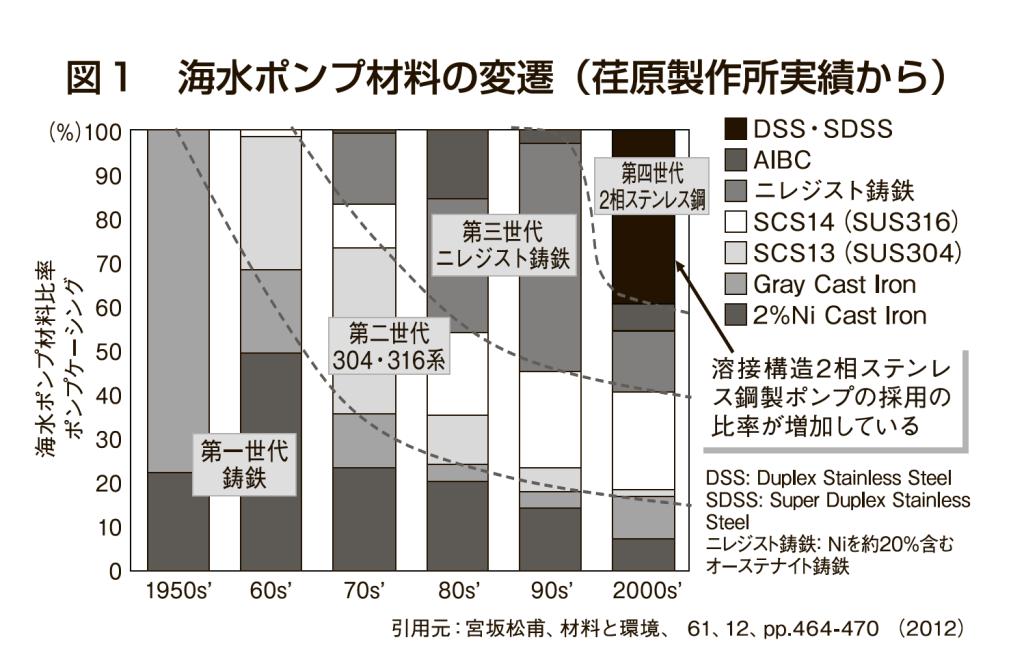
図1は1950年代からの海水ポンプケーシング材料の変遷を示している。腐食性が高い海水用としても、60年代までは鋳鉄が主体であった。鋳鉄の腐食形態は均一腐食であって、塗装を施し定期的なメンテナンスを行えば使いやすい材料である。価格が低いこともあり現在でも多用されている。
鋳鉄は海水中では流速の上昇とともに腐食が増大し、一定の流速を超すと流れの機械的作用が保護膜として機能する表面の酸化皮膜(錆)を壊して腐食が急増する現象(エロージョン・コロージョン)が起こる。そのため流速の限界を見極めなければいけない。一方、塩化物イオン濃度が低い水溶液中では、ある程度の流速の上昇はかえって酸化皮膜を強くして腐食を抑えるので、鋳鉄の採用範囲が広がる。
60-70年代、国際的なエネルギー需要の増大と海水淡水化プラントの新設・増設などを背景に、海水ポンプの出荷が伸びた。この時期はステンレス鋼の採用が増えている。
ステンレス鋼は鉄(Fe)をベースに10・5%以上のクロム(Cr)を含む合金で、表面がCrの酸化物を主体とする不働態皮膜と呼ばれる保護膜で覆われ、耐食性が良い。高い流速でもよく耐える。一方、ステンレス鋼は塩化物イオンによって不働態皮膜の一部が壊され、孔食やすきま腐食を発生することがあるので要注意である。

孔食は自由表面で発生するのに対し、すきま腐食はフランジの合わせ面や付着物の下などすきま面に発生する(図2)。すきま腐食は孔食と比べてマイルドな環境(より低い温度と塩化物イオン濃度)でも起きるので、すきま腐食対策が優先される。すきま腐食対策としては、すきま充填剤の採用、カソード防食などが行われる。ステンレス鋼は当初304タイプ(18クロム8ニッケル)が使われたが、その後モリブデン(Mo)を含む316タイプ以上のものに変わっている。
2000年代になって急速に採用が増えたのは2相ステンレス鋼である。CrおよびMoを増やし、ニッケル(Ni)を抑えることによって、組織をオーステナイト・フェライトの2相にしていることが特徴である。強度が高く、Cr、Moおよび窒素(N)の効果で、孔食・すきま腐食が発生しにくい。Niを抑えることで価格を低くできるメリットもある。
孔食・すきま腐食の発生を抑える指標として、耐孔食指数(PREN)=Cr+3・3(Mo+0・5W〈タングステン〉)+16Nが用いられており、海水用の2相ステンレス鋼としてはPRENが35程度のもの(図1内DSS)と40以上のスーパー2相ステンレス鋼(図1内SDSS)が採用されている。大型ポンプでは圧延材の溶接構造が多い。最近、リーン2相ステンレス鋼と呼ばれるPRENが低いタイプも開発され、汽水域など比較的マイルドな環境で適用が試みられている。
ステンレス鋼は塩化物イオンを含む高温水中では応力腐食割れを起こすことがあり、製塩装置用ポンプなどで事例がある。ニレジスト鋳鉄が盛んに採用された時期があるが、この材料は常温の海水中でも応力腐食割れを起こすことがわかり、その後2相ステンレス鋼に置き換わっている。
腐食の形態と速度は、材料と環境の組み合わせによって多様であり、材料の選定は材料の耐食性能と価格、腐食対策とメンテナンスの容易さなどを考慮し総合的に判断されるべきである。
今後の取り組み
私たちはポンプの長い歴史とともに、その機能の一層の向上のために時には材料に過酷な使用を課してきた。その挑戦の度に腐食問題を経験し、克服してきた。
腐食問題に遭遇した際は原因を原理・原則にさかのぼって突き止め、その経験を論文や解説などにまとめて共有し、次の世代に継承することが必要である。ポンプの腐食に関する技術者・研究者の育成も重要である。そのためには、企業と大学・研究機関の連携が有効であり、ターボ機械協会や腐食防食学会など学協会の役割も欠かせない。腐食問題の解決にポンプの業界が協力して取り組むことが望まれる。