-
業種・地域から探す

バレル工具に対応した工具経路補間手法の開発
NCの直線補間指令で工具を移動させる場合、5軸制御加工では、想定した工具経路と実際の工具経路に差が生じてしまう。現在では、5軸制御加工の工具経路を補正するために、ポストプロセッサーによる座標変換の際に行われるリニアライゼーション処理や、NC装置の工具先端点制御機能により対応しているが、これらの手法はバレル工具による加工には対応しておらず、十分な加工精度を得ることができない。
ボールエンドミルの場合、指令点は先端ボール部の中心に設定され、工具姿勢が変化しても指令点から切削点までの距離は一定であるため、リニアライゼーション処理や工具先端点制御によって指令点を補間することにより加工精度が向上する。一方、バレル工具の場合、指令点は工具先端に設定され、切削点に接触する工具の刃先の位置は、工作物に対する工具姿勢によって決定される。
指令点と切削点の関係が工具姿勢によって変化するため、リニアライゼーション処理や工具先端点制御により指令点を補間しても加工精度は向上しない。現在は、多数の切削点および指令点を配置することによって加工誤差を軽減していたが、データ量の増加およびそれに伴う送り速度の低下などの問題が生じることとなる。
本研究では、5軸制御加工の工具経路補間処理における工具経路の誤差の導出および補間点の生成において、参照する点を工具先端の司令点から切削点に変更した新たな工具経路補間手法を開発した。
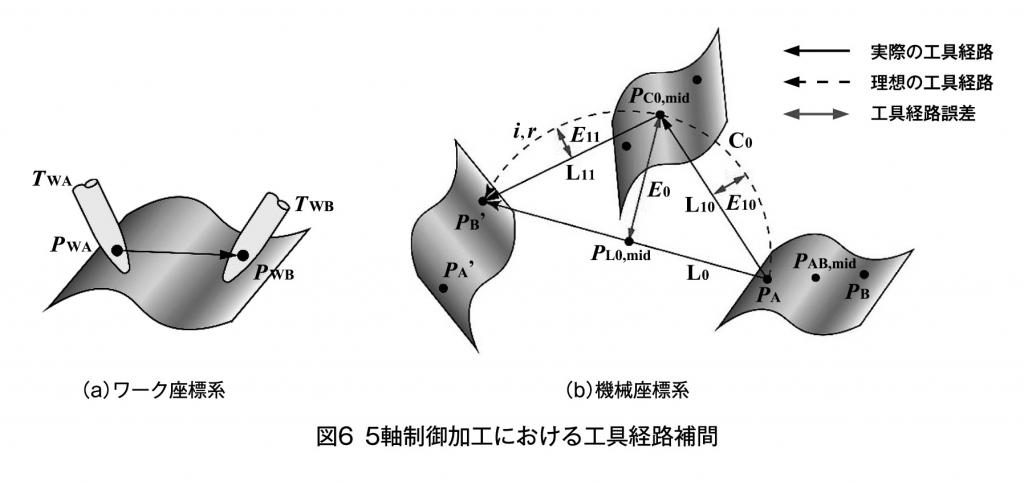
図6(a)に示すように、ワーク座標系上で切削点PWAからPWBに工具が移動する時の、機械座標系における工具の移動の様子を図6(b)に示す。
ここで、工具軸ベクトルはTWAからTWB に変化している。機械座標系における加工開始時の切削点をPA、加工終了時の切削点をPBとし、これらの位置が回転軸の相対移動量i、rによってPA、PBへ移動するとする。理想の切削点の経路は破線で表す曲線C0であるが、実際の経路は実線で表す直線L0となり、誤差が生じることになる。ここでは、曲線経路C0を二等分割する点PC0,midと、直線経路L0を2等分割する点PL0,midの距離を誤差E0としている。
曲線経路C0を2等分割する点は、線分PAPBの中点PAB,midを2分のi、2分のrだけ回転移動させた点として求める。E0が設定した許容値よりも大きい場合、線分PWAPWBの中点に補間点PL,1を挿入する。補間によって分割された二つの経路L1-0、L1-1について、同様に誤差E10、E1-1を求めて許容値と比較する。

すべての経路誤差が許容値以下になるまで補間点数を増やし続け、最終的な経路の分割数を決定し、図7に示すように、線分PWAPWB上に切削点PL,n(n=1、2、…、N)を挿入する。
次に、最初に入力した工具経路とその算出に用いた切削点、法線ベクトル、工具送り方向ベクトルを用いて、バレル部の円弧の中心Obを算出する。続いて、補間点数Nに基づいて、バレル部の円弧の中心点についても補間点ObL,nを挿入する。さらに、切削点PL,nから対応するバレル部の円弧の中心ObL,nを指示するベクトルとして法線ベクトルNL,nを算出する。
PL,nに対する回転軸指令値ⅠL,n、RL,nを用いて、PL,nにおける工具軸ベクトルTL,nを決定する。PL,nにおける工具送り方向ベクトルFL,nは、法線ベクトルNL,nと工具軸ベクトルTL,nの外積として求める。工具の傾斜角度θは、法線ベクトルNL,nと工具軸ベクトルTL,nのなす角度である。以上の情報と先に述べた工具形状データフォーマットを用いて、PL,nにおける工具先端点OL,nを算出し、切削点を参照して補間された工具経路を得る。