-
業種・地域から探す

CAD・CAM/NC加工シミュレーションによる高速高精度加工
【執筆】沼津工業高等専門学校 制御情報工学科 教授 藤尾 三紀夫
マシニングセンター(MC)は工作機械の要素技術や加工技術の高度化とデジタル化を両輪に著しく進化を遂げている。日本のMCはいまだ世界のマザーマシンとして世界一のポジションを維持している。筆者は大学時代に経験した数値制御(NC)装置の開発をきっかけに、メーカーでNC装置の開発を経験した後、一貫してMCの高速高精度加工に関わる研究を行ってきた。ここでは、これまでの研究の取り組みについて紹介する。
Boundary-Map形状モデルによるCAD/CAMシステムの開発(1994年)
現在用いられているコンピューター利用設計・製造(CAD/CAM)システムの形状モデルはポリゴンベースで表現され、複合加工や多軸加工を含め高速高精度加工の実用化に貢献してきた。一方、NC加工シミュレーションでは除去処理による微細な形状変形をポリゴンで表現することが難しいため、素材形状を微少な立方体(Voxel)で表現する離散モデルが提案された。
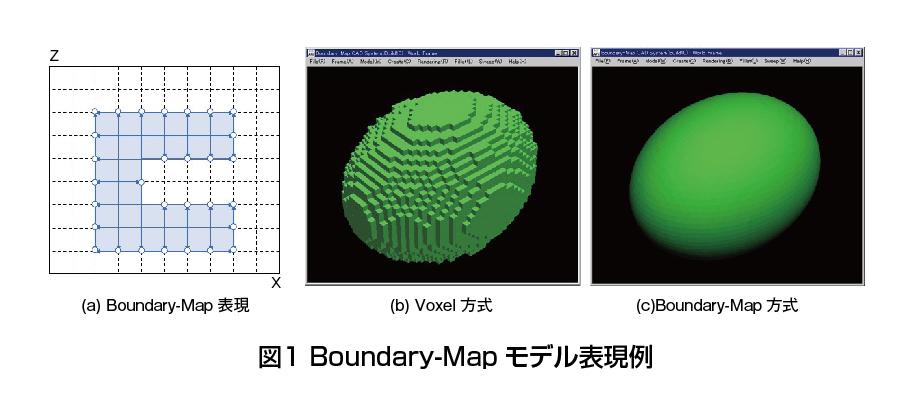
しかし、形状精度を向上するためには膨大なデータ量を必要とし、当時のコンピューターで扱うにはメモリー容量が不足していた。そこで、少ないデータ量で高精度に形状表現可能な形状モデルとして、図1(a)に示すXZ平面上の直交格子に基づく格子線分と形状表面の内外の交点情報をXY、YZ平面も含めて形状表現する「Boundary-Map形状モデル(B-Map)」を提案し、CAD・CAMシステムに適用した。
図1(b)は格子間隔1ミリメートルで半径20ミリ×15ミリ×15ミリメートルの楕円(だえん)をVoxelデータで、図1(c)はB-Mapで表現した表示例であり、同一格子でもVoxel方式より高精度に表現できていることが分かる。近年、この手法は3方向デクセルと呼ばれ、またグラフィックス・プロセッシング・ユニット(GPU)との相性がよいことから、NC加工シミュレーション計算や描画に活用されている。
高精度NC加工シミュレーターの開発(2002年)
NC加工シミュレーターは切削加工をする前に加工後の形状の確認や、治具などとのリアルタイムでの干渉チェックが可能であり、切削加工の工程集約に貢献している。提案するB-Map形状モデルはNC加工シミュレーションに適しているため、高精度NC加工シミュレーターの開発を行った。また、単位時間当たりの除去体積計算が可能なことから、切削負荷の一定化や切削負荷が少ない工具経路の生成など、NC加工プログラムの最適化処理機能を開発した。
実際の加工表面の性状はNC装置の制御方式により生成されるサーボデータ(補間周期当たりの移動指令)に依存するため、加工表面性状を表現することが困難であった。そこで、NC加工シミュレーションの入力データを工具経路ではなく、サーボデータを用いることで、機械特性による要因を加工後の表面性状に表現できる高精度なNC加工シミュレーターを開発した。最近では工具経路の最適化はもとより、高品質な加工表面性状をNC装置上で予測することが可能となっている。
NC加工シミュレーションに基づく高速高精度加工制御システムの開発(2006年)
切削シミュレーションの高度化により、工具の切削力やたわみ、工具摩耗、振動、熱変位など、より高精度な予測が可能となり商品化されてきている。しかし、局所部分の切削加工シミュレーション計算が主であり、NC加工シミュレーションのように加工全体に適用することはいまだ困難な状況である。
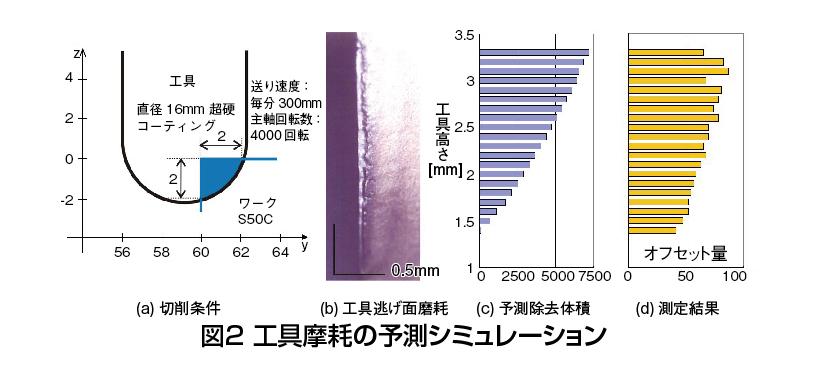
そこで、工具のたわみや摩耗を計算可能で、加工後の形状にこれらの誤差を反映できる高精度NC加工シミュレーターを開発した。図2(a)は直方体形状の角部を直径16ミリメートルのボールエンドミルで36メートル切削する切削条件、図2(b)は切削後の工具逃げ面摩耗の写真、図2(c)は予測した工具高さ方向ごとの切削除去体積、図2(d)は実際の摩耗量の測定結果を示している。同図から、オフセットの摩耗量が存在しているが、除去体積と工具摩耗に相関があることが分かった。
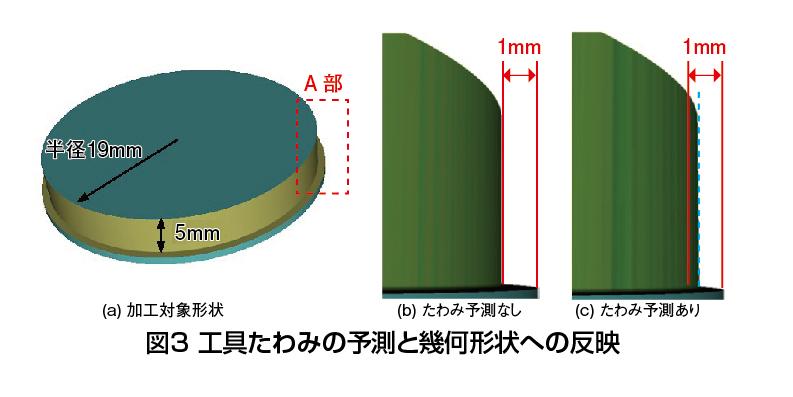
また、図3(a)は円筒の外周を半径方向に1ミリメートル等高線切削加工した後の形状を、図3(b)は側面A部の幾何形状を拡大したものでたわみ予測なしの場合、図3(c)はたわみを考慮した例である。同図から、たわみにより1ミリメートル切削できていないことがシミュレーション後の形状に反映されていることがわかる。
この成果を受け、シミュレーション結果を工具経路またはサーボデータにフィードバックすることで、高速高精度加工が可能なシステムの開発に取り組んだ。これら加工誤差の予測と補正に関する研究は、実用化に向けて複数の研究機関で進められている。近年は切削加工負荷を用いて工具経路や切削パラメーターの最適化を図る機能が商品化され、現場で活用されている。
オンマシン自動磨き加工用5軸CAMシステムの開発(2018年)
車のボディープレス用金型など、大型の金型加工では磨き加工は必須であり、職人的な高度な経験と技術を要し、全工程の長期化の大きな要因となっている。一方、近年は工作機械の主軸に取り付けてバリ取り加工ができる工具が市販されてきている。そこで、金型加工後にバリ取りブラシを主軸に取り付け5軸制御することで、切削加工から磨き加工まで行う、オンマシン自動磨き加工用5軸CAMシステムの開発を行った。
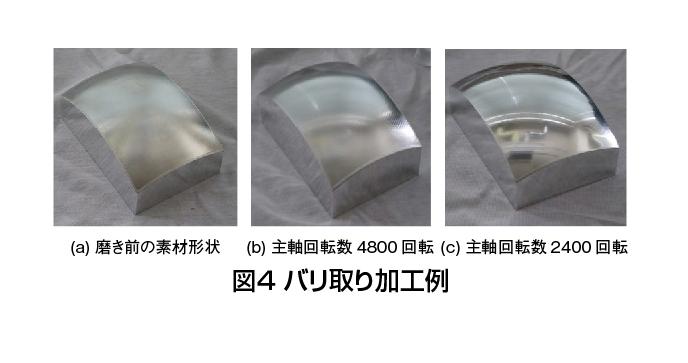
図4(a)は表面粗さ(Ra)が1・78マイクロメートルの条件でカスプ高さ5マイクロメートルを残した半円球素材形状で、ブラシの切り込み量は0・2ミリメートル、磨き回数は50回、送り速度は毎分1200ミリメートルで走査線工具経路を用いて磨き加工を行ったときの素材を、図4(b)、(c)はそれぞれ主軸回転数を毎分4800回転と2400回転に変えて磨き加工を行った結果例を示しており、磨き加工後のRaはそれぞれ1・140マイクロメートル、0・208マイクロメートルとなり、磨き加工ができていることがわかる。この成果を受けて、現在は凹凸が混在した複雑な形状について研究を継続している。
オンマシン自動バリ取り用インテリジェントCAMシステムの開発(2022年)
切削時に必ず発生するバリの除去はいまだ加工における問題点のひとつである。量産される部品などは自動化が進んでいるが、金型など複雑な形状を加工した際に発生するバリは熟練工でも予測が難しく、バリ取りに時間を要している。そこで、NC加工シミュレーションによりバリを予測し、そのバリを自動的に除去するオンマシン自動バリ取り用インテリジェントCAMシステムの開発を開始した。
バリの発生要因は多数あるが、まずは切削方向や工具回転方向、単位時間当たりの除去体積などをパラメーターとして、バリ予測の基本的なアルゴリズムを開発している。また、発生したバリの場所を認識し、これらの領域のバリをブラシで除去するための工具経路を自動生成するアルゴリムの開発を並行して行っている。
今後の展望
MCに関わる要素技術は機械構造や制御方式はもとより、構造材料、ツール、センシング技術やCAD・CAM技術、IoT(モノのインターネット)技術など多岐にわたり、各要素技術の革新がMCの進歩に反映されてきている。今後のMCの展望を考えた時、複合、多軸、積層造形(AM)、知能化を基本にデジタルツイン、人工知能(AI)、仮想現実(VR)や拡張現実(AR)、クラウド化などの周辺技術を含め、さまざまな技術を取り入れた技術革新が必要である。
一方で、要素技術開発と並行して、MCに関わる全てのメーカーと研究機関とが密に連携を取り、これらの垣根を越えたオールジャパンでの取り組みが必須な時代となっている。これからも日本の工作機械が世界のマザーマシンを維持できるよう、日本の技術革新に期待したい。