-
業種・地域から探す

レーザー加工機・加工技術
レーザー加工技術の情勢と動向
【執筆】 中央大学 研究開発機構 フェロー レーザ協会 顧問 新井 武二
わが国のレーザー加工機市場は、アメリカ・ファースト政策に代表されるグローバルな外的要因の影響を受け、経済的に不安定な局面にある。技術開発や新たな用途の模索は続いているものの、依然として明確な将来像は描きにくい。しかし、新素材や半導体産業の成長など産業構造の変化により、レーザー応用技術には新たな成長の可能性が芽生えつつある。ここでは最近の主な技術動向を振り返りつつ、今後の展望を多角的に探る。
レーザー加工技術の現状
①発振器の出力増大傾向
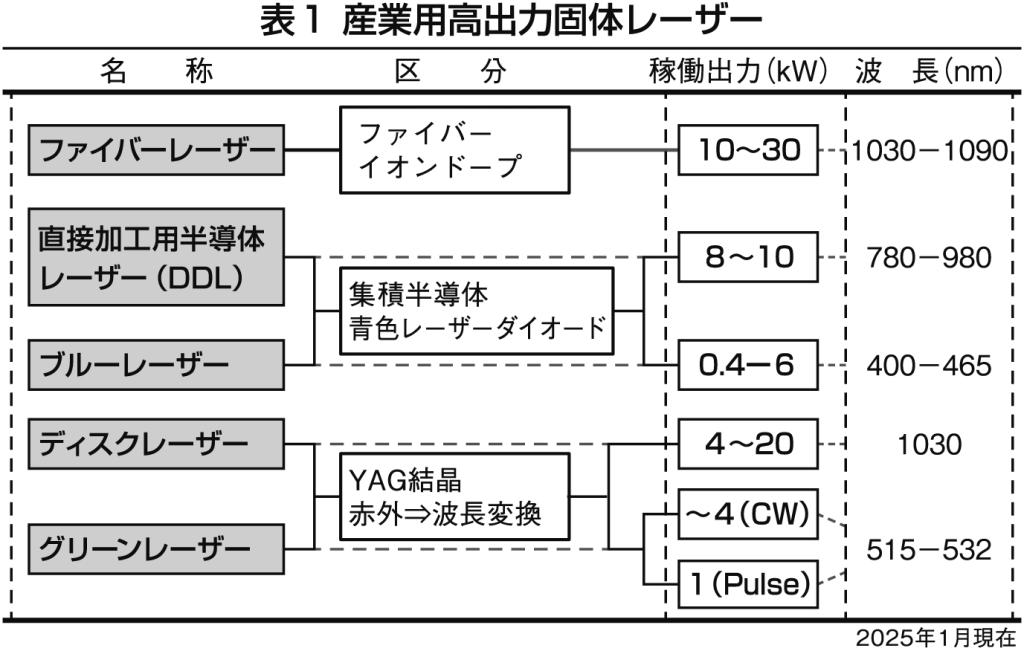
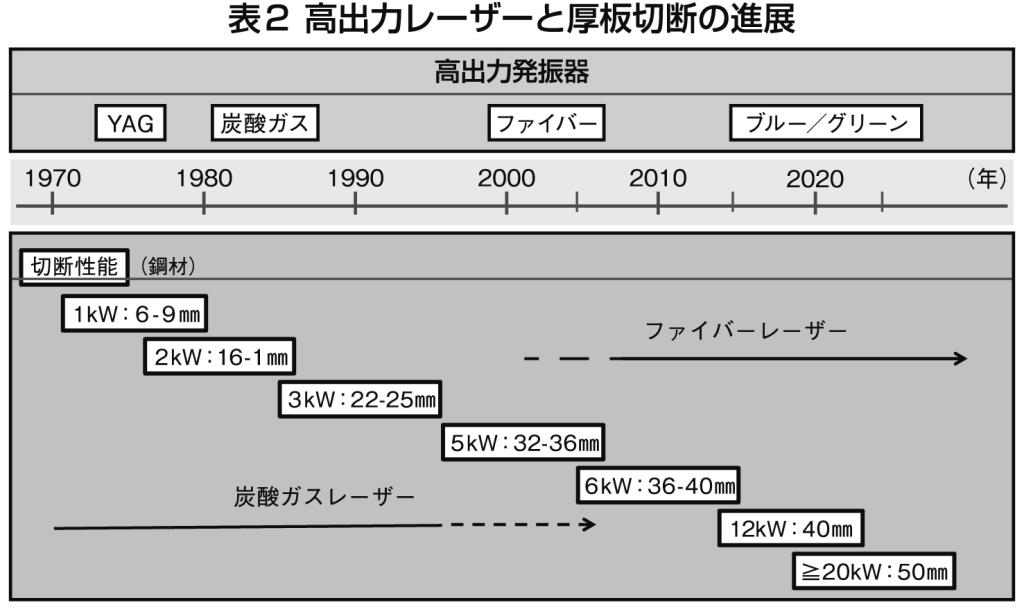
ここ十数年でさまざまなレーザー発振器が登場した。現在の産業用固体レーザーを表1に示す。近年、高出力レーザー加工機はビームモードやスポット径の最適化などの新機能が加わり急速に高性能化が進んだ。その結果、技術的には一定の飽和感を見せつつも、高出力化により加工性能はさらに向上している。厚板切断の進展について表2に時系列で示す。
②ファイバーレーザーの高出力化
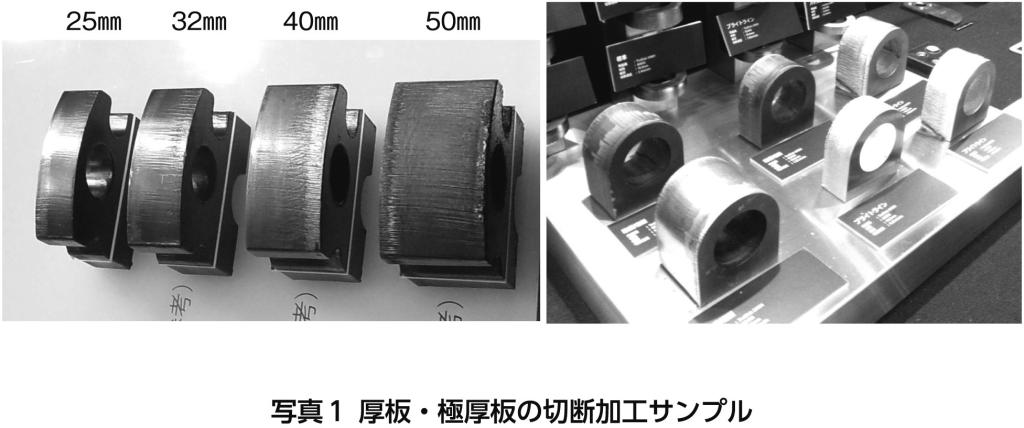
ファイバーレーザー加工機はここ数年で出力が増大し、国産加工機は既に25キロワットを超えている。それに伴って切断可能な板厚が向上し、軟鋼は50ミリメートル(2インチ)までが保証範囲となった。2024年の日本国際工作機械見本市(JIMTOF)で取材した極厚板の切断サンプルを写真1に示す。正に2インチ切断時代の到来である。
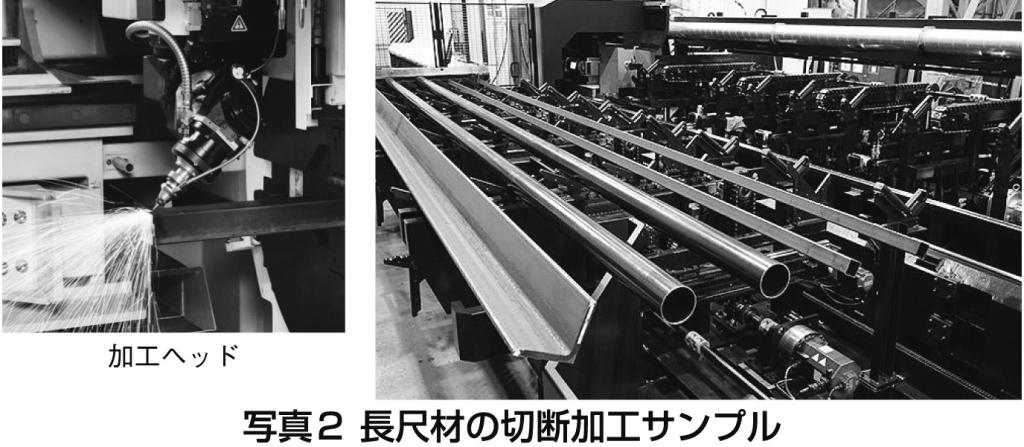
一方で、橋梁や建築業では長尺な材料が多く、口径や板厚の拡大が進んでいる。これに伴って、長尺材用レーザー加工機のファイバー化が進み、長さ15メートルまでの丸棒や角材の加工が1台でできるようになった。その加工例を写真2に示す。
海外メーカーはさらに高出力化を進めており、ファイバーレーザーの出力は最大150キロワットに達しつつある。その結果、鋼材の切断においては80ミリメートルから150ミリメートルの極厚材加工が報告され、橋・鉄骨の構造部材や原子炉解体などの分野で応用も進んでいる。昨今、海外勢のレーザー加工機は性能向上に加え、低価格戦略を背景に日本市場への進出を強めている。
③新しい加工技術
切断分野ではガルバノスキャナー機構を搭載した加工ヘッドにより、レーザー光が描く切断フロント(前線)の円弧の輪郭に沿ってビームを2次元的に走査し、高効率な切断を実現する手法が開発された。スキャン軌跡は自在に制御可能で、材質やメーカーを問わず安定した加工が可能とされ、ステンレス鋼(SUS)厚板の切断品質向上も報告されている。
異なる波長のハイブリッドレーザー加工機では、出力が5キロワットまでバージョンアップしたブルーレーザー(波長465ナノメートル)とファイバーレーザー(波長1070ナノメートル)の組み合わせで、アルミニウムの内部欠陥を劇的に低減でき高品質な溶接を実現している。
また、高出力加工用半導体レーザー(DDL)はロボット結合が容易で、加工に柔軟性を与えている。現在ではDDLレーザーでの熱源は加工に適したビームに成形ができ、加工に適したさまざまな形状の熱源を取り出し切断、溶接、表面処理などに用いられている。
レーザー微細加工技術の現状
①微細加工の現状
最近、工業製品の多くが小型化されてきた。性能を維持した上での小型化が目標であるため、模索は材料の選定から微細な工法にまで及んでいる。素材自体も薄くなり、金属箔や極薄板材なども用いられるようになった。だが、材料が極薄い場合、工具による加工では材料に力学的な負荷が過剰に掛かるので変形が生じるため、必然的に無接触のレーザー加工が新たな工法として浮上した。
波長やパルス幅の異なる各種レーザーが微細加工に試みられ、用途によって効果が確かめられている。非公表もあるが、ポテンシャルの高さから微細加工への期待が高まっている。穴径10マイクロメートル以下の微細穴開け加工は、半導体パッケージ基板、センサー、医学的にはマイクロ流体デバイスなどに応用される。また、流体制御や電気配線、光導波路の形成に不可欠と言われている。
レーザーの応用加工として、ガラスや有機基板に直径10マイクロメートル以下のビアホール、電気配線を高密度化などの応用が期待される。公開された代表的な応用としては、マイクロホンやインクジェットノズルでは数マイクロメートルレベルの噴射孔加工がある。
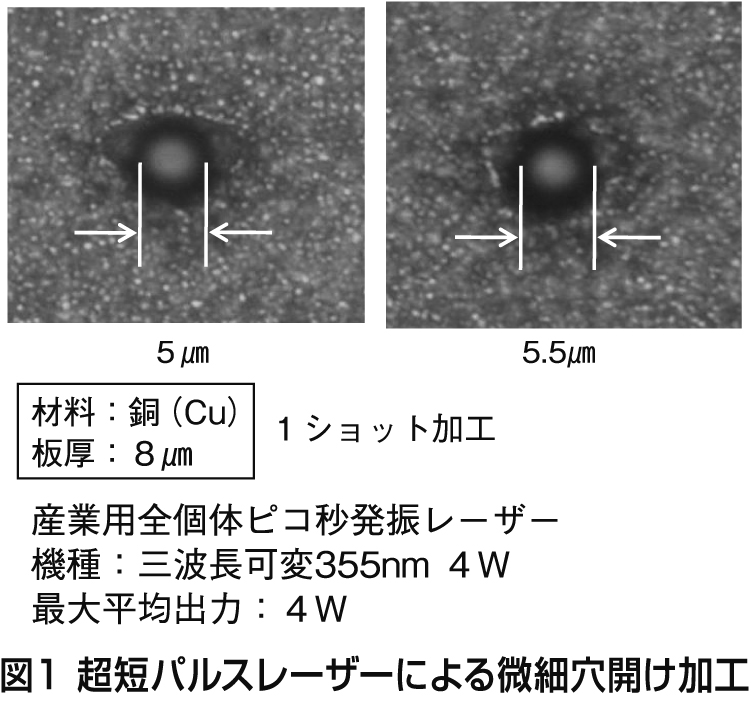
特に、インクジェットプリンターノズルでは、ノズル径は数マイクロ—10マイクロメートル程度で、液滴サイズを制御するために使用されている。また、半導体パッケージ基板のマイクロビア加工では、高密度配線のためビア径は5マイクロ—10マイクロメートル程度が目標とされ、実際の穴加工では板厚マイクロメートル以下の材料で、5マイクロメートル前後の穴径が超短パルスレーザーで得られるようになってきた。筆者らの実験で得られた1ショットのピコ秒レーザーで達成した銅材の微小加工例を図1に示す。
②新しいレーザー微細加工
最新の応用加工では、波長域の拡大や短パルス化技術により、表面機能化や微細加工などレーザーで唯一可能な加工技術も出現した。金属以外の応用も模索され、ガラスなど透明体材料では表面の損傷なしに自在に3次元の内部加工もでき、難削材で微細な工具先端を精密に加工できる。例えば、出力50ワット程度のピコ秒パルスのレーザーを用いて3次元で高精度加工が実現でき、加工機として社会実装が進んでいる。
対象の工具では高硬度工具の化学的蒸着膜(CVD)や物理的蒸着膜(PVD)のコート工具、単結晶ダイヤモンド工具にも対応でき、超短パルスレーザーを用いて極細工具の先端加工や再研磨もできる。さらに定盤の表面加工では、現物の表面凹凸を画像処理技術で計測し、その形状をフェムト秒レーザーで被加工材表面に転写・再現することが可能になった。小さい定盤で平面度は0・5マイクロメートルから1マイクロメートルに近いものが得られる。従来この技術は熟練した技能者の手による「きさげ作業」で行われてきたが、匠の技を誇る熟練した職人も少なくなってきた昨今、レーザーでは緻密な微細加工を自動で実現できるため、その意味は大きい。
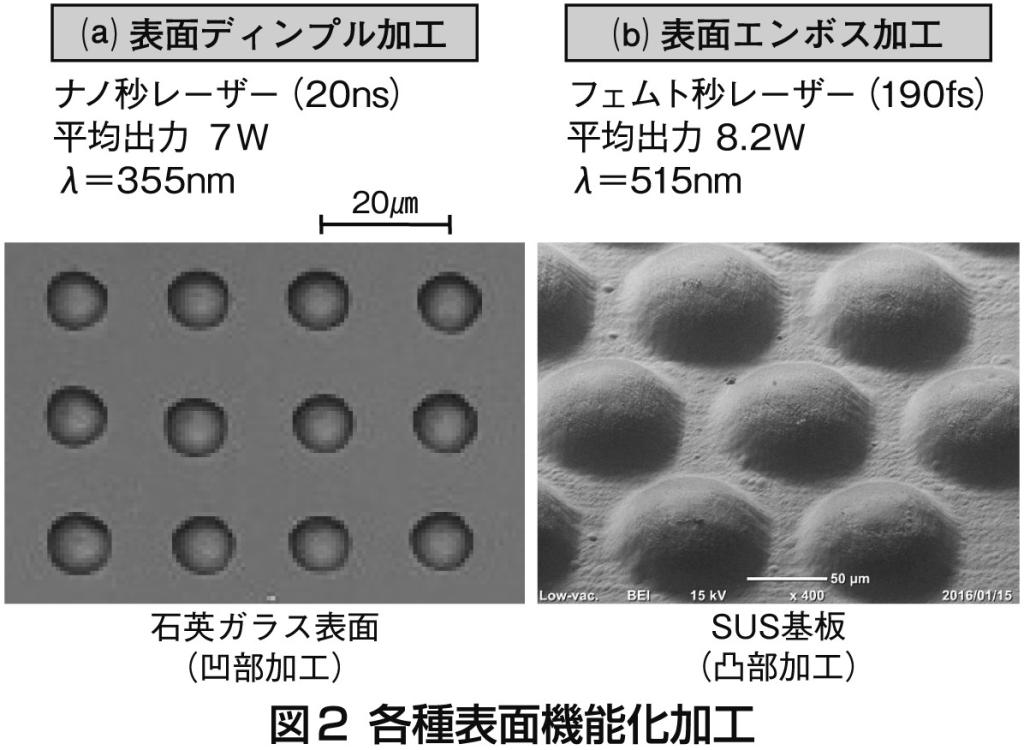
さらに、材料表面新しい機能を付加する「表面機能化」の技術も注目されている。筆者らによる加工例を図2に示す。(a)ナノ秒レーザーによる表面ディンプル加工、(b)フェムト秒レーザーによる表面エンボス加工の例である。一連のレーザー微細加工は、今後ますます期待される成長産業の一つである。
レーザー加工技術の将来
実際の加工現場では、まだ人手による作業が多く残されている。現場支援、作業指示(JOB)管理、工程上の製品管理、検査記録、図面や付属書類の管理、加工工程の進捗(しんちょく)、加工指示や各種記録の作成と保存管理など、その業務は多岐にわたる。これらの業務をデジタル変革(DX)によって段階的に電子化し、統合的に管理システムを構築することが、今後の生産性向上と品質保証の観点から極めて重要である。さらに、インターネットを介したレーザー加工機の「リモート診断」や加工技術に関する「リモートサービス」も可能となった。こうした技術の発展により、加工現場は大きな転換期を迎えつつある。
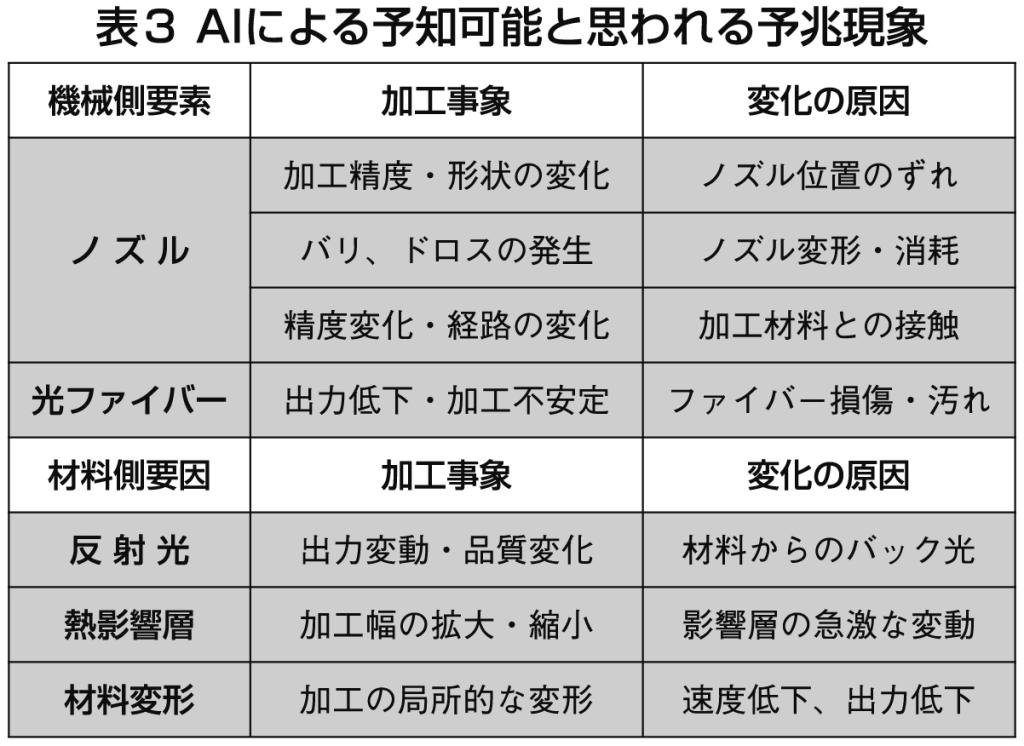
近年は加工における規則性を導き出し、AI(人工知能)を活用して事象を分析・法則化する技術が進展している。とりわけ従来課題とされてきた加工不良の予知が期待されている。参考に、AIによる加工診断の一例を表3に示す。到来が予想されるDX時代においては、こうした技術が一般化すると考えられる。
以上の状況を踏まえ、高いポテンシャルを持つ微細加工技術の可能性をさらに追求し、将来的には日本独自の強力なDX推進が望まれる。