-
業種・地域から探す

レーザー加工機と加工技術
レーザー加工機と加工技術の最新動向
【執筆】 最新レーザ技術研究センター 代表取締役 沓名 宗春
レーザーが開発されて65年が経過し、レーザー技術がさまざまな分野で利用されており、21世紀には不可欠の重要技術になっている。6月にドイツのミュンヘンで開催されたレーザー展示会の内容も含め、レーザー加工技術の最新情報について紹介する。
レーザー加工機および周辺機器の開発動向
【1】 各種波長のレーザー加工機の開発
レーザー加工機はその波長により、加工特性が大きく異なる。極短波長のEUV(極端紫外線)レーザーから10・6マイクロメートルの炭酸ガス(CO2)レーザーまで、10種以上のレーザーが開発されている(表)。自動車産業や電機産業をはじめ、造船業、航空宇宙産業、機械産業、半導体産業、エネルギー産業、素材産業などの加工分野で適用されている。
2000年を境に、CO2レーザーやNd:YAGレーザーの時代から高効率の半導体レーザーやファイバーレーザーの時代になった。レーザー加工機の性能も非常に向上し、モニタリングやスキャナー加工ヘッドなど周辺機器の発達とともに、欠陥のないレーザー加工が可能になってきた。レーザーの持つ特性を最大限引き出し、精密、高速、高品質および生産性の向上につながっている。
レーザービームは数マイクロメートルまで集光できる微細熱源で、出力密度も1平方センチメートル当たり数十ギガワットまで高くでき、毎秒数十メートルの速さで加工できる熱源。波長も0・002マイクロメートルから10マイクロメートルまで多種のレーザー発振器があり、そのビームモード(出力分布)制御や発振モードの制御により、レーザー加工機の種類も多様である。
米コヒレントや米IPGでは、ビームモードを任意に変えることができるARM(Adjustable Ring Mode)式ファイバーレーザーにおいて、ビーム中央部の出力と周辺部の出力を任意に変えることにより、スパッター(溶融金属の飛散)の少ない溶接を可能にした。
また、中国のマックスではマルチモードのファイバーレーザーで多数のファイバーを用いて、各種ビームモードを実現できる装置も開発している。米エヌライトは回折光学素子(DOE)を用いてコアビームとリングビームの出力比を変化した方式でビームモードを制御して、3Dプリンターでのレーザー積層造形に応用できる装置を開発している。
ファイバーが1本のシングルモードのファイバーレーザーは高品質のビームが得られ、ビーム品質を表すBPP(Beam Parameter Product)が小さいのが特徴である。米IPGでは8キロワットのシングルモードファイバーレーザーを市販している。
-

【写真1】 ブルーレーザー乾燥機(レーザーライン提供)
ここ5年間で開発されてきた発振器に、高出力のグリーンレーザーやブルーレーザー(写真1)、ツリウムレーザーがある。自動車のバッテリーの溶接では、銅やアルミニウムの溶接が要求され、銅の吸収率が高いグリーンレーザーやブルーレーザーが利用されている。
また、独レーザーラインや古河電工ではファイバーレーザーとブルーレーザーをハイブリッド化し、銅の吸収率を高めたレーザー装置を開発している。
自動車分野や医療関係では、樹脂部品の溶接や切断に波長が約2マイクロメートルのツリウムレーザーが利用されている。樹脂へのビーム吸収率が高く、直接溶融が可能である。米IPGや米コヒレントから出力250ワット、300ワットの装置が市販されている。今後、樹脂部品のレーザー加工に応用されると思われる。
中国でもレイカスが40キロワットのファイバーレーザーをコア径100マイクロメートル、BPP値が4・3ミリメートル・ミリラジアンの装置を開発している。レシはマルチファイバー方式でコア径150マイクロメートル、出力60キロワットのファイバーレーザーを開発している。JPTはコア径50マイクロメートル、BPP値が1・4ミリメートル・ミリラジアンで、6キロワットの高品質ファイバーレーザーを安価で市販している。中国のレーザー装置の品質が向上すれば、安価なので今後、日本にも多く導入されると思われる。
【2】 周辺機器の開発
-
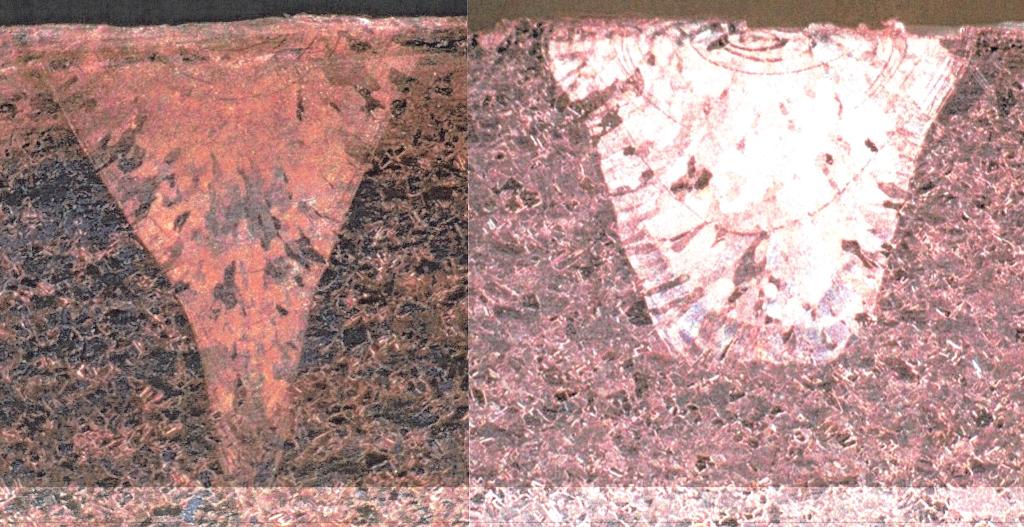
【写真2】 銅の溶接のビード形状(㊧ハイブリッド㊨ハイブリッドウォブリング)=レーザックス提供
レーザー加工システムの周辺機器には加工光学系(加工ヘッド、ビーム伝送も含む)、センサー、モニタリング系などがある。スキャナー加工ヘッドにはウォブリング(レーザーの揺動)加工ヘッドもある。安川電機、レーザックス、独プレシテック、米IPGなどは各種加工ヘッドを開発している。
スキャナーでウォブリングすると、アルミニウム溶接では空洞形成(ポロシティー)が減少し、①組織が微細化し高品質になる②ビード幅(特にルート部)を広げることなどができる③切断では穴径を均一にすることができる④段差のある板材を溶接できる—などの利点がある。
レーザックスではハイブリッドレーザー装置に、ウォブリングヘッドを取り付けて、銅などを高品質で溶接するヘッドも開発している(写真2)。
最近、キーホール溶接時の溶け込み深さをモニタリングして溶接するケースがある。そのためにOCT(Optical Coherence Tomography)を用いる。前田工業では溶接品質のモニタリングのためにOCTをレーザー加工システムに組み込んで、キーホール形状をモニタリングしている。ナ・デックスではOCTの代わりに、同様の機能を持つマイクロライダーを開発し、重ね溶接時のキーホール底部のモニタリングを可能にしている。
レーザー加工の最近の動向
【1】 溶接分野
-
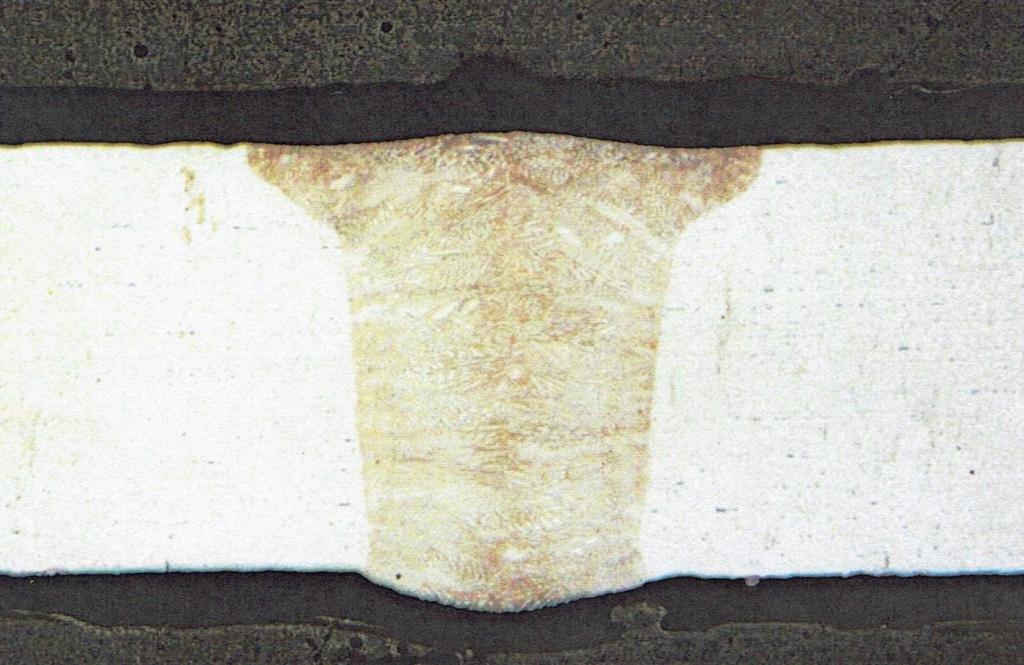
【写真3】 ハステロイX合金のウォブリング溶接継ぎ手
高性能な部品の組み立て溶接にはレーザー溶接が最適である。近年はレーザーの高性能化、高出力化に加え、モニタリング装置の多様化や高品質化も進み、高品質のレーザー溶接が可能になってきた。
最新レーザ技術研究センターでも2ミリメートル厚のハステロイX合金を2キロワットのシングルモードファイバーレーザーとデジタルスキャナーを用いて、突き合わせ溶接をウォブリング溶接し、欠陥のない高品質な継ぎ手を得た(写真3)。
ここ3—4年で高出力のグリーンレーザーやブルーレーザーが開発され、銅の溶接や積層造形が可能になった。
【2】 切断・穴開け分野
従来CO2レーザーによる切断、穴開けが主流であったものが20年以降、ファイバーレーザーによる切断や穴開けが主流になってきた。しかし炭素繊維強化プラスチック(CFRP)のレーザー切断は今でも困難な加工とされている。レーザー切断機の出力が20キロワットくらいまで高められ、板厚36ミリメートルくらいの鋼板が良好に切断できるようになってきた。三菱電機ではAI(人工知能)を用いて制御をしている。
【3】 表面加工分野
レーザー焼き入れやレーザー肉盛りの表面加工が多く適用されるようになってきた。電力費が高周波焼き入れの3分の1になる利点がある。最近のトピックスはバッテリー電極の乾燥に従来加熱炉が用いられてきたが、小さな面積で可能な小型のレーザー乾燥機が利用されるようになってきた。レーザーラインなどからレーザー乾燥機が市販されている。
【4】 AM加工分野
-
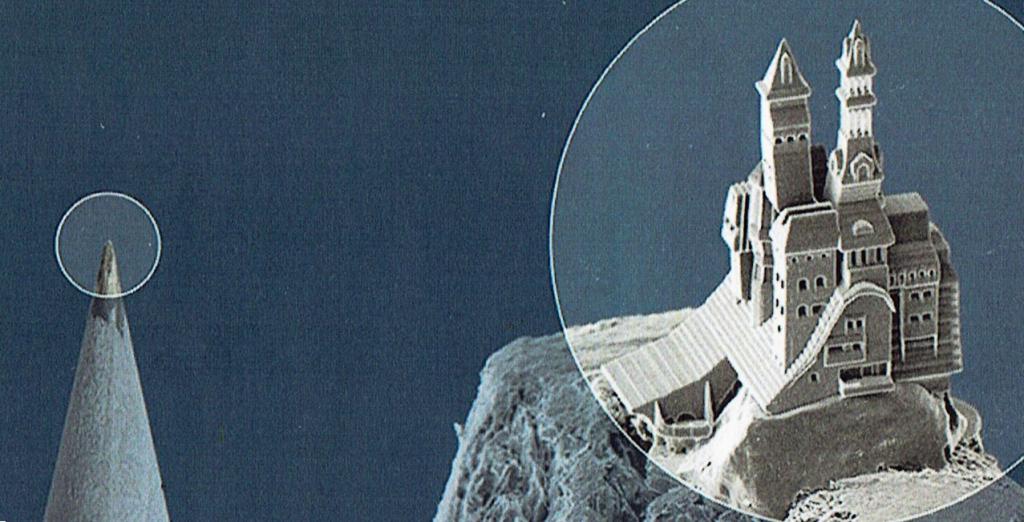
【写真4】 鉛筆の先に造形された城(ナノワン提供)
3Dプリンターと呼ばれる積層造形分野でも各種レーザー機器が利用されている。鉛筆の芯の先に城を造形するといった微細な積層造形もレーザー加工では可能である(写真4)。
今後の展望
今後、レーザー加工は製造業を活性化するために必要となる。レーザー加工機器の開発や加工プロセスの開発を強力に進める必要がある。6月にドイツのミュンヘンで行われた展示会「レーザー・ワールド・オブ・フォトニクス2025」では出展企業の33%が中国であったように、中国の発展が予測される今、わが国でもレーザー技術の開発および応用に力を入れる必要がある。
レーザー溶接・接合セミナー/11月26日 日刊工業新聞社名古屋支社
日刊工業新聞社は11月26日に「完全理解!レーザ溶接・接合の基礎と展開—溶接現象の理解、溶接欠陥の発生機構と防止策、モニタリングの適用法、異種材料接合法の開発—」セミナーを開催する。会場は日刊工業新聞社名古屋支社(名古屋市東区)。時間は10時から17時まで。講師は大阪大学名誉教授(工学博士)でナ・デックス技術統括フェロー兼ナ・デックスレーザR&Dセンター長の片山聖二氏。
同セミナーでは溶接用各種レーザーの特徴と動向やレーザー高速リモート溶接時、レーザー深溶込み溶接時の溶接現象などを動画を使って詳しく解説する。
また、主要な金属材料のレーザー溶接性の評価方法、ポロシティーや高温割れの発生機構と防止法、スパッターやポロシティーの低減に及ぼすレーザビームモードの効果、モニタリングと適応制御の有効性などについて紹介する。
受講者には講師著書「トコトンやさしいレーザ加工の本」(日刊工業新聞社刊)を進呈する。