-
業種・地域から探す

フェムト秒レーザー加工を高性能化する新たな照射技術-GHzバーストモード-
【執筆】理化学研究所 光量子工学研究センター 先端レーザー加工研究チーム チームリーダー 杉岡 幸次
フェムト秒レーザー加工
フェムト秒レーザーは従来のレーザーではなし得なかった高品質加工を実現する。レーザーのパルス幅が極めて短いため、加工部周辺に熱影響をほとんど与えることなく、多様な材料に対し高品質な加工が行える。
フェムト秒レーザー加工は1987年に初めて報告された。それから35年以上が経過し、今日ではフェムト秒レーザー加工は産業界でも広く利用されるようになっている。
産業応用では、いかに速く加工できるかが重要である。加工速度を速くする一つの方策は、レーザーパルスの繰り返し周波数を高くすることである。しかしフェムト秒レーザーを用いた場合でも、繰り返し周波数が数百キロヘルツより高くなると熱の蓄積効果が生じ、高品質な加工を阻害することが問題になっている。
GHzバーストモード
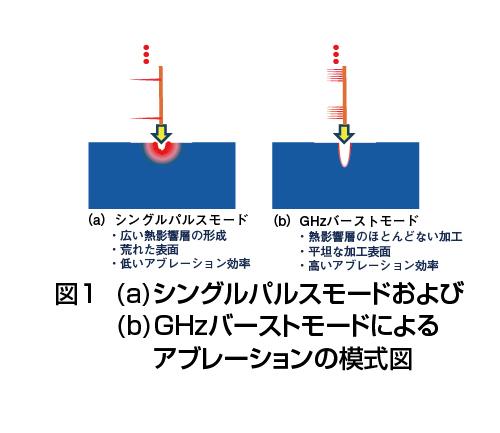
従来のフェムト秒レーザー加工は、数百フェムト秒のパルス幅のレーザー光を、数キロ-数百キロヘルツの一定の繰り返し周波数で加工材料に照射して行う。このような従来の照射方法を、ここではシングルパルスモードと呼ぶ(図1(a))。
バーストモードとは超高繰り返し周波数の数-数十個のレーザーパルス列を一つの塊として、その塊を数キロ-数百キロヘルツの繰り返し周波数で発振する方式である(図1(b))。特に塊の中のパルス列の繰り返し周波数がギガヘルツオーダー(パルス間隔が数ピコ-数百ピコ秒)のものを、GHzバーストモードという。
パルス列の一つの塊をバーストパルス、バーストパルス内の各パルスをイントラパルスと呼ぶ。GHzバーストモード発振が可能なレーザーは、既にいくつかのレーザーメーカーから販売されている。
アブレーション冷却
2016年にトルコのイルデイのグループがGHzバーストモードによるアブレーション加工を世界で初めて実施し、従来の照射方法と比較して高品質かつ高効率な加工が実現できることを示した。これは繰り返し周波数が数百キロヘルツ以上になると熱の蓄積効果により加工品質が劣化するといった常識を覆す結果であり、世界的に大きな注目を集めた。
イルデイらはこの原理を次のように述べている。ギガヘルツオーダーの超高繰り返し周波数でフェムト秒パルスを物質に照射すると、加工領域の外に熱が拡散する前に全パルスのエネルギーを全て投入してアブレーションを完了することができる。
このような状況では、ターゲット材料に蓄積された熱エネルギーもアブレーション物質とともに除去されるため、アブレーション効率が向上し、かつターゲット材料内部の平均温度が低下するアブレーション冷却が生じる。この冷却効果により、加工領域周辺部に発生する熱影響や損傷を回避でき、加工品質も向上する。
シリコンのアブレーション
①加工品質の向上
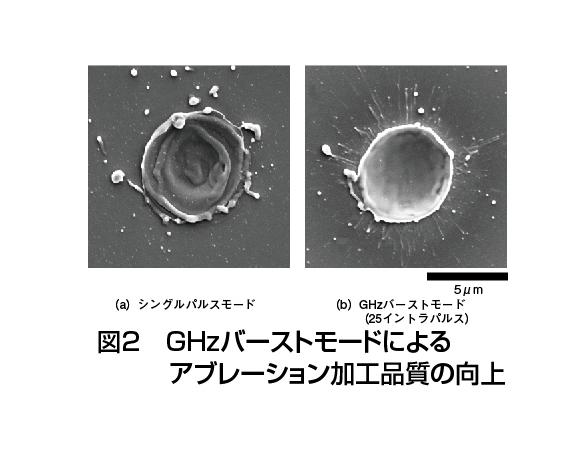
GHzバーストモードを用いてバンドギャップ材料であるシリコンのアブレーション加工を行うと、加工品質が大幅に改善される(図2)。バーストパルス内のイントラパルスの時間間隔は205ピコ秒であり、繰り返し周波数4・88ギガヘルツに相当する。
シングルパルスモードで形成された加工痕には、明確な表面荒れが観察される(図2(a))。さらに、加工痕の周囲に溶融した物質(デブリ)が付着している。
一方GHzバーストモードで得られた加工痕の表面形状ははるかに滑らかである(図2(b))。さらに、加工痕周辺に付着しているデブリもシングルパルスモードと比較して明らかに量が少ない。従ってGHzバーストモードは、シングルパルスモードより高品質なシリコンのアブレーション加工を実現する。
②加工効率の向上
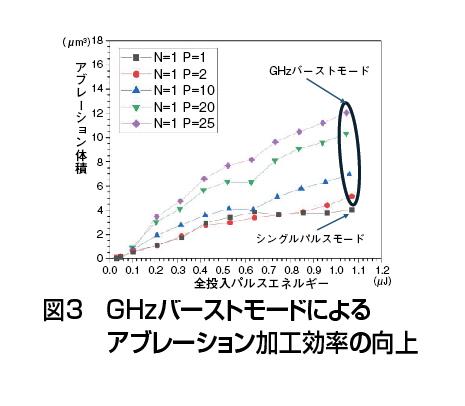
GHzバーストモードは加工効率も飛躍的に向上させる(図3)。加工効率はイントラパルス数が大きくなるほど増大しており、イントラパルス数が25の場合、シングルパルスモードと比較して4・5倍程度高くなっている。
③加工速度の向上
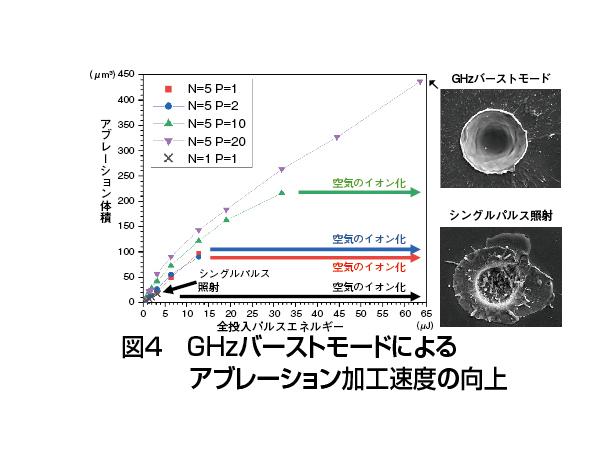
実用的なレーザー加工では加工速度を向上させることが求められ、その一つの方法がレーザー強度を大きくすることである。しかしレーザー強度を大きくすると、過剰なレーザーエネルギー投与による材料の熱損傷や、材料直上での空気のイオン化による材料損傷が生じ、加工品質が大きく劣化する(図4中の写真下)。
GHzバーストモードでは、バーストパルスのエネルギーはイントラパルスに分割される。従って、バーストパルスのエネルギーを大きくしても、イントラパルスのエネルギーは空気のイオン化の臨界値より小さくなり、空気のイオン化を抑制することができる。その結果、高品質で高速な加工が実現できる(図4中の写真上)。
シリコンをアブレーション加工した場合、シングルパルス照射ではパルスエネルギーが3ミリジュール以上になると空気のイオン化が生じ、加工面が荒らされ、それ以上加工が進展しなくなる。一方GHzバーストモードではイントラパルス数が多いほど空気のイオン化が生じなくなるため、より大きなバーストパルスエネルギーを投入でき、加工速度を向上できる。
イントラパルス数が20の場合、バーストパルスエネルギーが64ミリジュールでもイオン化は生じず、高品質加工を維持したまま、シングルパルス照射と比較して23倍の加工速度を実現する(図4)。
表面ナノ構造化
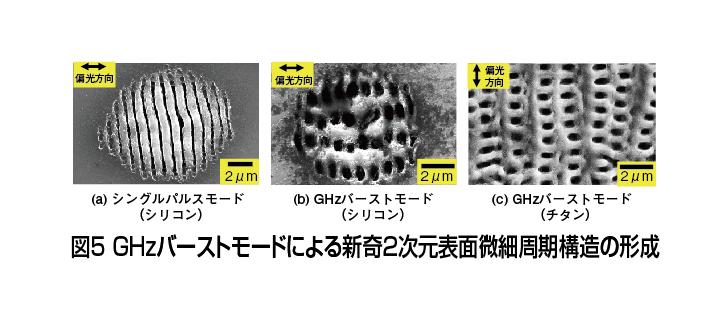
直線偏光のフェムト秒レーザーをアブレーション閾値程度の強度で数十-数百パルス固体表面に照射すると、波長よりも短い周期のストライプ状の微細構造(レーザー誘起表面微細周期構造)が形成される(図5(a))。形成されるストライプの方向は、多くの場合レーザーの偏光方向に対して垂直である。
一方GHzバーストモードを用いると、シリコンやチタン表面に新奇な2次元微細周期構造を形成できる(図5(b)、(c))。GHzバーストモードによる表面ナノ構造化で、物質表面に新たな機能を発現させることが期待される。
今後の課題と期待
ここではGHzバーストモードを用いたアブレーションと表面ナノ構造化について紹介したが、これら以外の加工にもGHzバーストモードは新たな可能性を生み出すかもしれない。
特にガラスのマイクロ溶接、2光子重合、光導波路描画など、フェムト秒レーザー特有の加工に適用することで、シングルパルスモード加工を凌駕(りょうが)する性能が得られる可能性がある。それにより、GHzバーストモードがフェムト秒レーザー加工に新たな道を切り開くだろう。
一方、GHzバーストモード加工では、イントラパルスの数および時間間隔、各イントラパルスのエネルギーなど、さまざまなパラメーターが含まれる。GHzバーストモード加工の研究はまだ始まったばかりであり、異なるパラメーターや異なる材料による膨大なデータの蓄積が必要である。
GHzバーストモード加工はパラメーターが多いため、完全自動データ収集システムによるビッグデータの収集と、人工知能(AI)に基づく深層学習(ディープラーニング)を組み合わせた研究を推進することが、この技術の実用化を加速させるだろう。
もう一つの重要な課題は、GHzバーストモード加工におけるパラメーターを、簡単かつ柔軟に調整できる高性能レーザーシステムの開発である。特にイントラパルスの時間間隔を簡便に可変できる機能や、テラヘルツ領域への拡張は重要である。