-
業種・地域から探す

- 業種から探す
- 地域から探す
- 電機・電子・情報・通信

- 工作機械・ロボット・加工技術
- 産業機械・機構部品
- 素材・化学
- 環境・エネルギー・防災
- 自動車・航空機・宇宙・鉄道
- 建設・建築・土木・道路・住宅・住宅設備
- 物流・搬送
- 食品・医薬
- イベント・ビジネス全般
- 北海道・東北地方
- 関東地方
- 中部地方
- 近畿地方
- 中国地方
- 四国地方
- 九州・沖縄地方
JIMTOF2024で注目された製品・技術
第32回日本国際工作機械見本市(JIMTOF2024)が11月5日-10日に開催され、出展者数などが過去最高規模となり、盛況のうちに終わった。カーボンニュートラル(温室効果ガス排出量実質ゼロ)実現や国連の持続可能な開発目標(SDGs)達成へ向けた社会動向の中で、省エネルギー、省資源の視点から製造設備と周辺技術の開発が進められている。また自動車の電動化に向けて、電気自動車(EV)の部品加工の事例も増えている。海外企業の出展も増え、工作機械技術は国内だけでなく海外に対する競争力強化が求められている。しかし、製造業における人材不足は年々深刻化しているため、競争力の源である「技能の継承」は「技能のデジタル化」として対応されようとしている。そのためIoT(モノのインターネット)やデジタル変革(DX)、ロボットを応用した自動化の展示が増えていた。また、高品位な仕上げ面の加工も競争力としての差別化技術であり、超精密加工のさらなる高度化が進められていた。ここでは「高度化する加工技術」と「人材不足、技能継承に対する自動化技術」の観点から、今回のJIMTOFで展示されていた興味深い技術を紹介する。
JIMTOF2024に見る 高度化するモノづくり
【執筆】東京電機大学 工学部 機械工学科 教授 松村 隆
制御技術など 最新テクノロジー集結
-
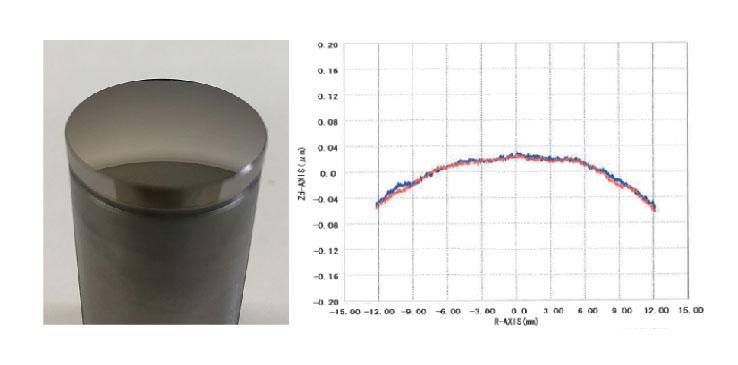
図1 凸球面直径25mmの加工と形状精度 (ナガセインテグレックス提供)
高度化する加工技術として、ナガセインテグレックスの超精密非球面加工機はトポロジー最適化により除振性を考えた機械構造で、0・1ナノメートル分解能の運動制御技術を確立していた。無電解ニッケルめっき(Ni-P)の非球面加工では、仕上げ面粗さ(Ra)0・156ナノメートル、形状精度24ナノメートルPVを達成している(図1)。
-
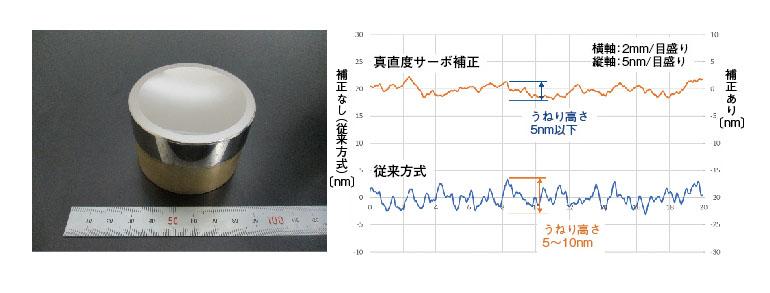
図2 うねり高さを制御した金型(芝浦機械提供)
また芝浦機械はレンズ金型の加工において、表面のうねり成分が画像の歪(ゆが)みに影響することに注目し、真直度サーボ補正や油静圧案内により、うねり高さ5ナノメートル以下の加工を実現(図2)。
-

図3 温度と加工制御による高品位金型(牧野フライス製作所提供)
牧野フライス製作所は温度に対応した機械姿勢の制御とスムージング機能により、光沢面の表面仕上げを可能にした(図3)。
硬脆材・新素材向け加工機の提案多数
-

図4 ガラスの5軸加工(ホーコス提供)
また、ITや半導体関連向けでは硬脆(こうぜい)材の加工も多い。ナガセインテグレックスはロータリー研削盤で油静圧の2軸同期制御により、アルミナセラミックスの円板加工の高精度化を図っている。
ホーコスは硬脆材加工用の専用機を開発した。機械本体の上部に送り軸を設置して加工エリアと送り駆動部を分離しており、摺動(しゅうどう)面に切りくずが入らない構造となっている。さらに工具ホルダーには超音波振動子を設置し、加工性を向上させたことで、立体構造の加工が可能となった(図4)。
積層造形(AM)は南展示棟の専用エリアで最新技術が展示されていた。新素材への取り組みもあり、APPLE TREEのブースでは、カーボンファイバーなど新素材向けの米Markforged製3Dプリンターが展示されていた。
SDGsやEV普及の観点から、製品や部品の軽量化は大きな課題であり、新素材への取り組みや最適設計手法の活用に対する進歩は目覚ましい。
DMG森精機などでは加工対象物(ワーク)の大型化に対する試みも進められており、今後の応用が期待できる。
進む自動化 関連技術の展示目立つ
-
図5 追い込み加工による高精度化
㊨計測、㊧切削(安田工業提供)
自動化技術としては、高精度化、切りくず処理、バリ抑制、加工監視の観点でさまざまな取り組みが見られた。安田工業では段取り時における被削材や工具の機上測定と、切削後の誤差測定に基づいた追い込み加工の自動化により、高精度化を推進している(図5)。従来、追い込み加工は現場の熟練者の判断に委ねられていたが、熟練者の減少により、このような自動化は高精度加工を維持する上で不可欠だ。
-
図6 マシニングセンターの旋削機能における 切りくず分離技術(牧野フライス製作所提供) -

図7 バリレス工具(不二越提供)
切りくず処理に関して、特に大量部品の生産工程における切りくずの絡みや詰まりはラインの停止の原因となる。これまで旋削やドリル切削では、工具のチップブレーカーや高圧クーラントの供給によって切りくずを分断していた。しかし、切削条件によってはそれらが必ずしも有効に作用しない。シチズンマシナリーは送り駆動を揺動させ、切れ刃が材料と接触しない状態を周期的に発生させることで、切りくずを分離する技術を開発している。
また牧野フライス製作所はマシニングセンター(MC)における旋削作業の送り制御機能によって、空転状態がなくても切りくずを分断する技術を発表していた(図6)。既にドリル切削向けには、切りくずを分断する機能「GIブレーカ」が発表されていたが、旋削向けにも展開された。
バリレスやバリフリーに対する要求は、特に自動化ラインにおいて高い。不二越はこのニーズに対して、図7のバリレス工具を紹介していた。ドリルは外周部をR形状にして穴の出口部で材料に負荷するスラストを下げ、エンドミルは板の上面と下面を切削する切れ刃のねじれ方向を変えている。タップはめねじの内径を総形で切削する形状でバリを抑制している。
センサー活用による加工監視
-
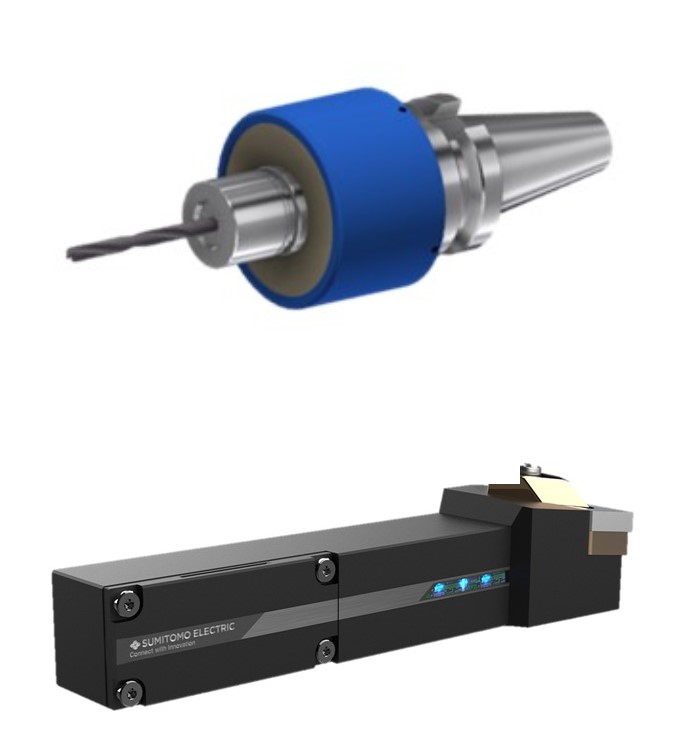
図8 センシングツール
(住友電工ハードメタル提供) -

図9 センサー内蔵のボーリングシステム
(三菱マテリアル提供)
加工監視においては、無線でのセンサー信号の取り込みや、主軸やテーブル駆動軸系のサーボ電流値による監視が増えている。既にキスラーや山本金属製作所から、MCの主軸に装着するツールシャンクにセンサーを内蔵し、無線でデータを取り込むものが市販されている。
住友電工ハードメタルは信号処理技術を開発し、図8のセンシングツールによってユーザーに加工サポートを提供している。また、三菱マテリアルはボーリング加工用に、深さおよび内径方向の変位センサーと、内周面観察用の画像センサーを搭載した機能統合型の工具ホルダーを開発している(図9)。
-

図10 タップの摩擦と欠け
(オークマ提供)
工作機械側の信号からタップやドリルの摩耗や折損を検知する技術も紹介されていた。これまではドリル切削における異常検出は実績があったが、オークマはタップ加工に対して、人工知能(AI)を利用した異常検出により、工具損傷(図10)の検出を可能にした。従来の工具寿命管理では、寿命を安全側に設定していたため、工具の性能は十分に発揮されていなかった。このような工具損傷の監視によって効率的な工具管理が期待できる。
JIMTOF2024ではほかにも多くの注目すべき技術があった。現在のSDGs達成に向けた社会の要求と製造に関わる人材不足に対して、日本の製造業が取り組む課題は多い。今後のさらなる技術開発によって、日本の生産技術が発展し、競争力が強化されることに期待したい。