-
業種・地域から探す

歯車産業
歯車は動力や運動を伝達する機械要素として、さまざまな製品に組み込まれている。時計やカメラなど身近な製品から、建築機械や船舶など大型の機械まで、あらゆる大きさの製品の性能を支えてきた。特に近年では電気自動車(EV)やロボットの普及により歯車のニーズが高まっている。こうした需要に応えようと、工作機械メーカー各社が歯車加工への対応を強めている。
進化を続ける 歯車産業
高精度・高効率な製造法に注目 ロボット普及で需要広がる
歯車はさまざまな製品に組み込まれ、エンジンやモーターなどの動力機が生み出す回転を、回転数や回転方向を変えながら機械の各部に伝える伝動機構として機械の性能を支えている。自動車や工作機械、ロボット、産業機械など多岐にわたって利用される主要構成部品だ。
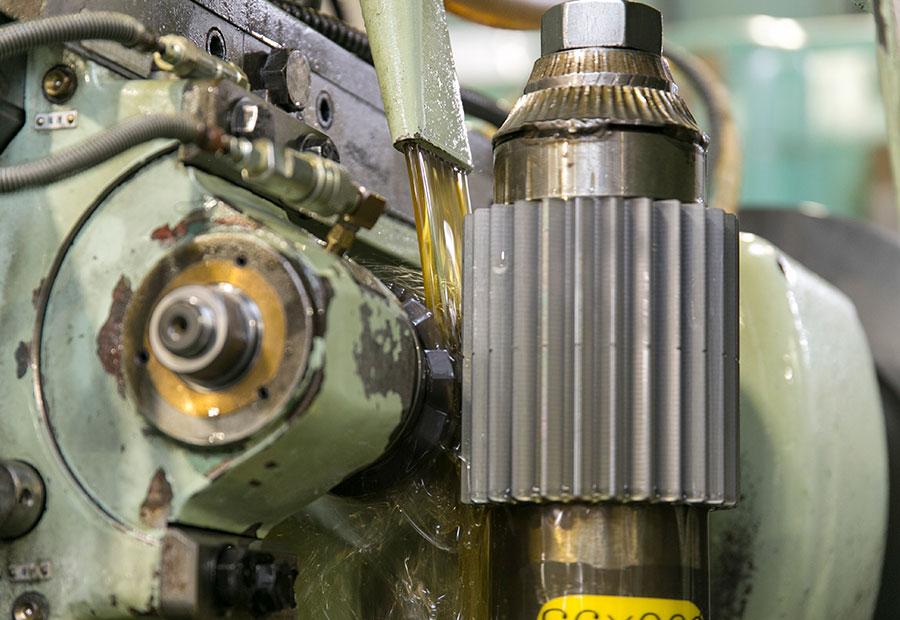
加工方法は歯車創成法、歯車成形法、ギアスカイビングと大きく三種類に分けられる。最も一般的で効率がいい加工法とされているのが歯車創成法で、歯車と同じ形状の工具を加工対象物(ワーク)に押し付けて削ることで歯を形成する。工具を歯車のように回転させながらゆっくりとワークを削り取り、歯車全体の形状を作り上げるためワークの歪みが発生しにくく、高い精度で加工できることが特徴だ。
-
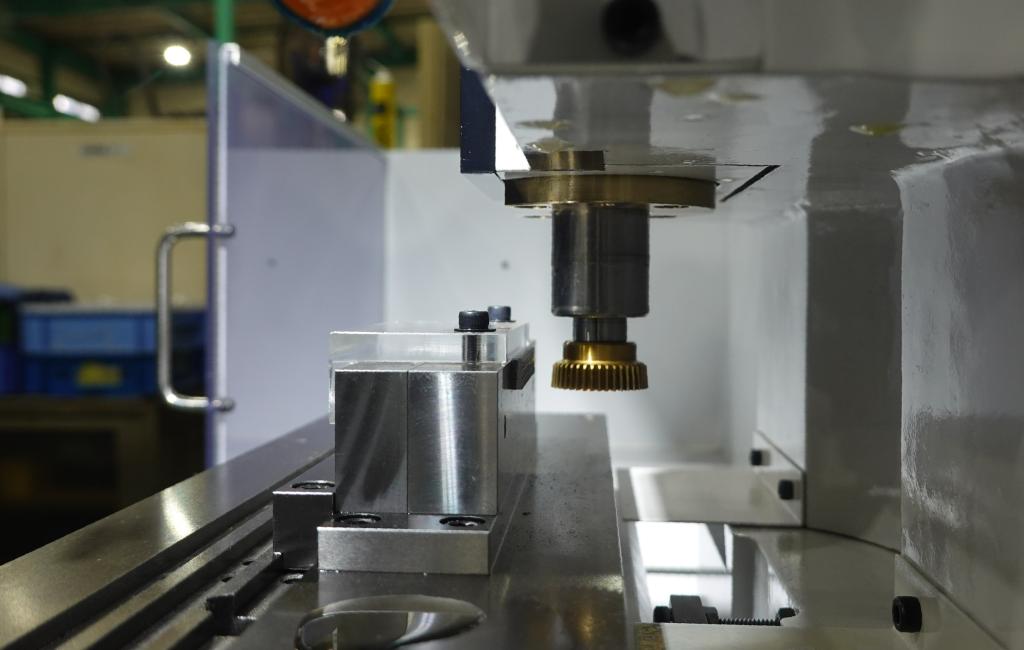
ホブ盤など歯車専用機にはより高度な加工が求められる
加工にはホブ盤や歯切り盤、歯車研削盤、歯車形削り盤といった専用加工機が用いられている。これに対し、歯車の歯を一つずつ成形するのが歯車成形法だ。歯の形状をした工具を用いて溝を切削する。歯車創成法に比べて精度は劣るが、専用加工機ではなくフライス盤や旋盤、マシニングセンター(MC)などを用いて加工できるためコストパフォーマンスに優れるのが利点。小型の歯車や量産で用いられることが多い加工法だ。
また、近年注目を集めているのがギアスカイビング加工だ。歯車成形法の一種で、工具とワークを同時に高速で回転させ、歯の溝を少しずつ削り取る。専用機に加え、MCやターニングセンターなど複合加工機にギアスカイビング機能をもたせて工程を集約したものもある。かつては汎用性の高いMCは歯車加工に適応できるほどの精度が発揮できないとされていたが、近年は数値制御(NC)技術の発達や加工機の高精度・高剛性化に伴い複雑な形状にも対応できるようになっている。現在では特に大量生産を伴わない大型歯車は5軸MCによる加工が主流になりつつある。
またMCで加工すれば工具にエンドミルやディスクカッターが使用できるため、専用工具で加工するよりも効率がよく、納期の短縮にもつながる。さらに歯車加工専用の歯切り盤などでは難しかった立体的で複雑な形状の歯車も加工しやすくなる。例えば、自動車のデファレンシャルギヤとして多用されているベベルギアではこれまでより自由度の高い設計ができるとされる。EVシフトが進み、静音化のためよりかみ合い精度の高い歯車のニーズが高まる。従来よりも複雑な形状の歯車も増加しており、ギアスカイビング加工への注目は飛躍的に高まっている。
工程集約実現する加工機開発
EV対応に加え、人手不足が社会問題となりさまざまな産業で自動化が進む中、ロボットなどの普及で減速機の引き合いも増加。歯車の需要は増大している。工作機械メーカー各社は高効率・高精度な歯車加工の需要を取り込むため、対応を強めている。特にMCや複合加工機に歯車加工機能をもたせ、工程集約を図ろうとする動きは顕著だ。
-

ニデックグループの強みを歯車加工機にも生かす
歯車加工機大手のニデックマシンツール(滋賀県栗東市)は、高精度の歯車加工が可能な複合加工機「マルチタスクギヤセンタ MGC300」を開発した。旋削や穴開け、歯車加工、歯車の面取りなどの複数工程に1台で対応可能。工程間の段取りを減らして省人化に貢献する。同社はこれまで量産用の歯車加工専用機を手がけていたが、同製品で少量多品種の歯車加工ニーズにも対応する。
ニデックオーケーケー(兵庫県伊丹市)の立型5軸制御MCをベースに、ニデックマシンツールの強みである歯車加工のノウハウを組み合わせて開発。X軸、Y軸、Z軸の早送り速度は毎分63メートル。歯車加工プログラムでは対話式入力画面を採用し、難しい歯車精度補正プログラムを作成しやすくした。
また両社を含めたニデックグループでは、グループ間シナジーの創出に力を入れている。ニデックマシンツールの歯車研削盤に同じグループのTAKISAWA(岡山市北区)製ワーク搬送用ロボットや、スイスのクリンゲルンベルグの計測装置を組み合わせ、歯車の研削から加工品質の全数検査までを自動化するシステムの提案も実施。クリンゲルンベルグの歯車かみ合い試験装置は、内蔵するマスターギアに研削後のワークをかみ合わせて振動や伝達誤差を計測する。
同試験装置でワークを全数計測し、不良と判定したワークのみプローブ式の歯車測定機で計測して詳細を把握する。全数計測にかかる工数や時間を大幅に短縮しつつ、「詳細な計測データを基にした分析結果を歯車研削盤にフィードバックして微修正し、歩留まりを改善し続ける好循環につなげる」(同社幹部)。
EV用の駆動装置「eアクスル」の減速機向け歯車の加工精度や品質は電動車の燃費、振動、騒音に影響し、顧客の要求水準が高まっている。全数検査を含めて工程を効率化し、歯車研削の多様な需要に対応する。
サイクルタイムを大幅短縮
DMG森精機は5軸制御立型MC「NMV5000DCG」に独自の歯車研削ユニットなどを搭載して受注を始めた。ワークの旋削やミーリング、ギアスカイビングによる歯車の荒加工、仕上げ研削までの各工程にバリ取りも含めて1台で対応する。研削時は機内に格納していた歯車研削ユニットを自動で主軸に装着し、歯車の位相を検知して歯合わせをしながら1歯ずつ自動で成形研削する。
内歯車と外歯車の両加工に対応し、加工精度は「ISO4級」。ある歯車では、旋盤や歯車加工専用機など複数台の機械で加工していた従来と比べてサイクルタイムを約47%短縮できたという。同社担当者は「歯車の加工から研削まで工作機械1台に工程を集約できる機種は初めて」と自信を示す。
こうした歯車加工の課題解決策を「GearProduction+(ギヤプロダクション・プラス)」として順次開発して展開し、対応機種を拡大していく。
EV向けアルミ部品に対応
-

JIMTOFで展示し、注目が集まった
ブラザー工業は主軸30番テーパーの小型MC「スピーディオ」シリーズにスカイビング加工やホブ加工といった歯車加工機能を持たせた。従来から対応するマシニングと旋削の複合加工に歯車加工も加わり、3台分の加工が1台で可能になる。
スピーディオの複合加工機「Mシリーズ」のオプション機能として展開。昨年11月に開催された日本国際工作機械見本市(JIMTOF)では、5軸加工機の「スピーディオM200Xd1-5AX」に歯車加工機能を搭載して披露した。小型から中型の部品加工に適する30番MCで歯車加工をするのは珍しい。
主軸と旋削主軸を指令した回転比率で同期回転することでスカイビング加工やホブ加工を実現。主軸に対する旋削主軸の位相角度を補正する機能も備え、ヘリカルギア加工も可能にした。
30番MCのスピーディオはアルミニウムのような軟らかい材料を高速加工するのが得意。近年は剛性を向上させて鉄の重切削加工も容易にしたり、同時5軸加工もできる機種もそろえたりして、用途拡大にも注力している。アルミ利用が多い電気EV向けのニーズを取り込んでいる中、歯車加工機能でeアクスルの生産への利用も期待できる。
1台で旋削・歯車加工
中村留精密工業(石川県白山市)は、小型の2スピンドル2タレット複合精密コンピューター数値制御(CNC)旋盤「NT-Flex」を投入した。1台で歯車や旋削、ミーリング、などの加工に対応する。
工場の限られた場所でも設置できるように奥行きを1・38メートルに抑えた。小型ながら24ステーションのタレットを上下に一つずつ搭載。「クアドラプルホルダー」を使い、最大96本の工具をセットできる。バー材からの連続加工も可能で、上下のタレットで四角形状を削り出せる。
さらに3次元CADデータを基にNCプログラムを作成する機能などを搭載した独自システム「NTスマートXs」を用いて、簡単に加工できる。
工程集約や少量多品種生産のニーズに伴い、歯車加工の機能を加えた複合加工機の活用も期待されている。
高精度仕上げで静音性向上
また、EV化でノイズや振動の低減が求められる中、減速機に使われる歯車部品にも歯車研削による高精度仕上げ加工のニーズが高まっている。
不二越は高精度・高能率加工が可能な歯車研削盤を開発。自動車用減速機や産業機械分野を対象に、歯車研削の高精度化需要を取り込む。
新開発の「GSGT260」は高精度、高剛性、高耐久性のスピンドル構造を採用。また加工状態監視とフィードバック制御による精度管理を実施することで、歯形や歯すじ、ピッチといった歯車精度に加え、歯面の粗さやうねりなどの面性状を高め、ノイズや振動を低減した。ワークの外径は20ミリ-260ミリメートル。歯の大きさを示すモジュールは最大4の歯車に対応する。EVやハイブリッド車(HV)用減速機の量産加工や産業機械向けの大型歯車の研削ニーズに応じる。
高精度に加え、非加工時間の短縮により高能率加工も実現する。独自の2軸NCローダー機構の採用でワークを高速で入れ替え可能。また高速演算ユニットを搭載し、高速でワークの割り出しを実施する。高出力で高剛性な構造により、時間当たりの粗研削量を増大させることで生産性向上も見込めるという。
ラック加工にも対応
-
ラック加工ユニットを追加し販売した
小形歯車に特化した歯車加工機メーカーの北井産業(埼玉県白岡市)は、小形歯車形削り盤「KS-6N」にラック加工ユニットを追加した。1台で多様な歯車を加工でき、ラック加工に特化した専用設備を導入する必要がない。歯切り加工業者などに販売し、攪拌機や搬送装置の部品製造などの用途を見込む。
厚さ20ミリメートル、1モジュール(歯の大きさを表す規格)までのラック加工に対応する。摺動(しゅうどう)面に、きさげ加工を採用し高精度加工を実現する。
北井社長は同ユニットを搭載すれば「1台で外歯車、内歯車、ラック加工などに対応しており汎用性が高い」と利点を語る。
歯車の加工は車の電動化や人手不足などを背景に、eアクスルの減速機やロボットの精密制御減速機向けの需要拡大が見込まれている。