-
業種・地域から探す

ファインブランキング加工
ファインブランキング(FB)は板材を打ち抜いて製品を作るプレス加工法の一種である。通常の打ち抜き力に加え、加工部の周囲を押さえながら、下側からも製品を支える力を加えることで、引っ張り応力を抑えて打ち抜く。これにより切断された製品の加工面全体に平滑なせん断面を得ることができる。これをプレス1ストロークで可能としているのがFB加工である。
ファインブランキング加工の特徴と最新技術
【執筆】森鉄工 金型技術部 岩下 一樹
FB加工の始まり
-
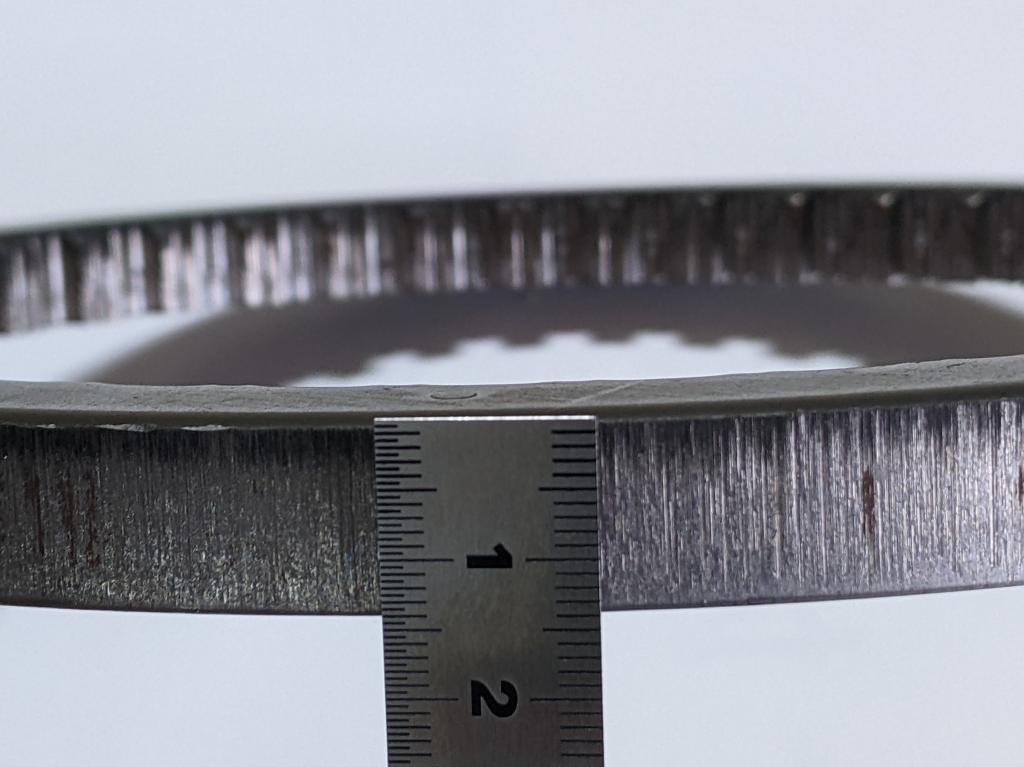
FB加工では、切断された製品の加工面全体に平滑なせん断面を得ることができる
FB加工法は1922年にスイス人のシース氏により発明された技術で、当初は厚さ0・5ミリ―3ミリメートルの非常に小型の精密部品の加工が対象であった。50年代になると他社の参入が始まり、FB加工法はヨーロッパに広がった。
50年代後半に初めてFB加工専用のプレス機が登場し、60年代以降にFB加工法に必要な精密金型の生産技術が発展してきた。これとともに、平滑なせん断面が求められる自動車関連部品が増えてきた。これを受け、加工対象は薄板の部品から4ミリ―8ミリメートルの厚さの部品へと変わっていった。
日本国内では、60年代後半にFB技術が普及し始めた。ヨーロッパと同様にミシンやカメラ、コピー機といった小型部品の生産から始まり、次第に自動車部品が主力の生産品となった。
日本やヨーロッパで広がってきた自動車部品のFB加工も生産拠点のグローバル化に伴い、次第に中国や韓国に広がった。近年では低コストへのニーズから、東南アジア、インドでも多くのFBプレス機が普及し、FB加工が世界中に広まっている。
FBプレス機の進化
-

(写真1)森鉄工の油圧式FBプレス第一号機 -
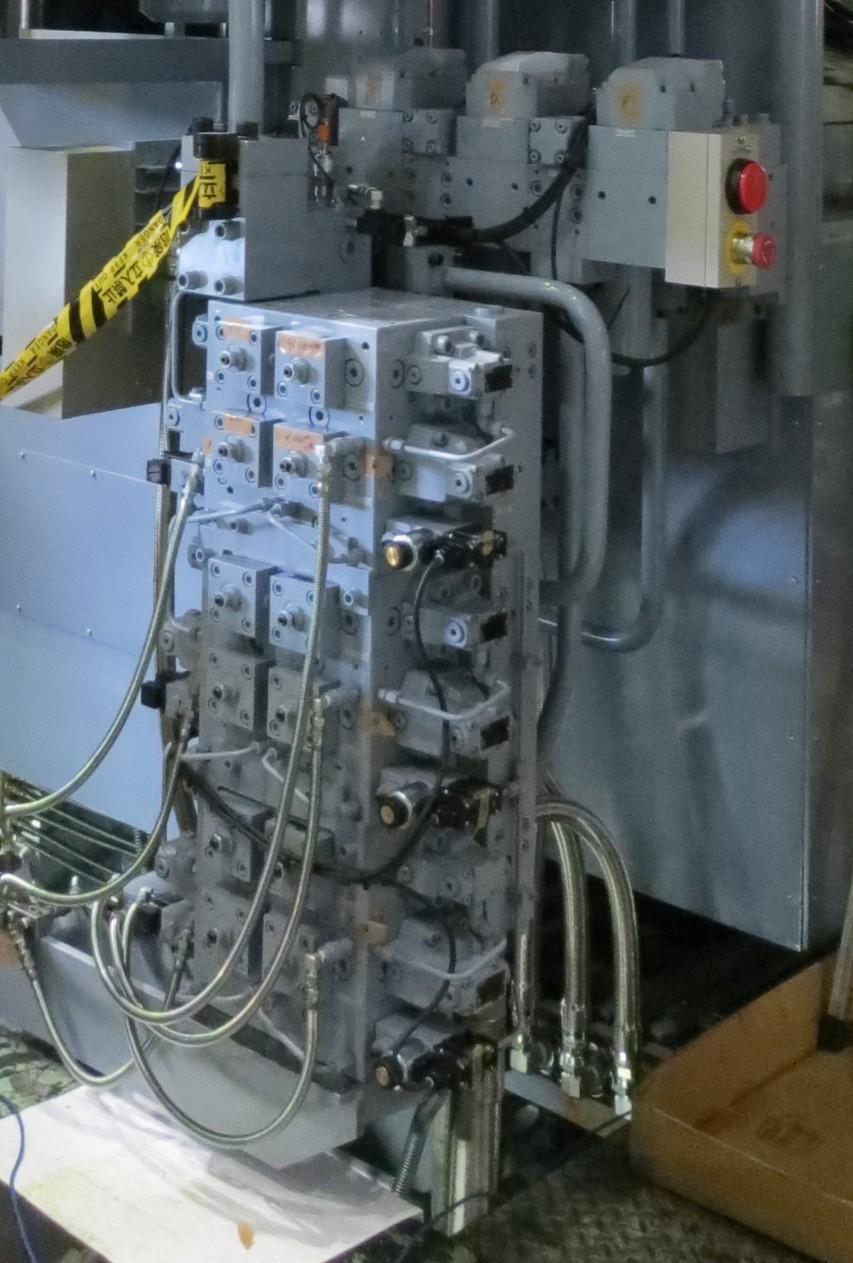
(写真2)補助油圧の誕生はFB加工技術を大きく変えた
FBプレス機も生産品の変遷を受けて進化してきた。極めて小さな部品加工から始まった初期のプレスは、加圧力が小さく小型であった。そのためメインスライドは機械式で駆動し、加工部の周囲を押さえるⅤリング圧と、下側から製品を支えるカウンター圧は油圧式で駆動していた。現在はFBプレス機のほとんどがメインスライドも油圧駆動である。FBプレス機の最大の特徴はこれら三つのスライドの動きを巧みに制御できることである。
生産品が厚みのある自動車部品へと変わっていくと、当初1000キロニュートンにも満たない加工圧力だったFBプレス機も、次第に大型化が必要となった。当社では1982年に2000キロニュートンの油圧式FBプレス第一号機を開発し、納入した(写真1)。それ以降、プレスの要であるフレーム強度を十分に確保しながら、大型高出力の要求に応え続けた。2019年にはFBプレスでは世界最大となる1万5000キロニュートンのプレス機を開発した。
プレスの内部構造では特に制御系が大きく進化している。プレス各動作部の信号検出とその制御をアナログで行っていた初期の頃とは、様変わりした。デジタル化が進み、圧力やスライド速度、位置などの高度な制御が可能となった。
補助油圧の誕生もFB加工技術を大きく変えた(写真2)。基本のFBプレス3圧から完全に独立した動きと圧力制御を行う補助油圧が追加されたことで、複合加工の実現につながった。
当初、補助油圧は2系統であったが、より複雑な形状への対応ができるよう、現在では8系統搭載の機種もある。
FBプレス機とFB加工の今
FBプレス機はその構造上、独自の進化を遂げてきた。プレスは油圧シリンダー配置の都合上、加工エリアの広さに課題があり、初期は直径100ミリメートル程度の狭い面積であった。プレス機の大型化によるシリンダー径の拡大で、加工エリアは8000キロニュートンクラスで直径380ミリメートルまで広がった。加工エリアの大型化により、大きな製品への対応はもちろん、順送金型への対応も可能となった。
しかし、従来の小型のコンパウンド型製品向けでは、より生産効率の良い多列取り(多数個取り)が求められる。順送金型には、さらなる多工程化への要望が増している。
FBプレス機の動力源は円形のシリンダーが基本であるため、Ⅴリング圧、カウンター圧の受圧部と呼ばれる加工範囲は長年の間、円形状であった。そのため金型設計者はこの範囲に順送金型の工程を収めなければならず、常に悩まされていた。
-
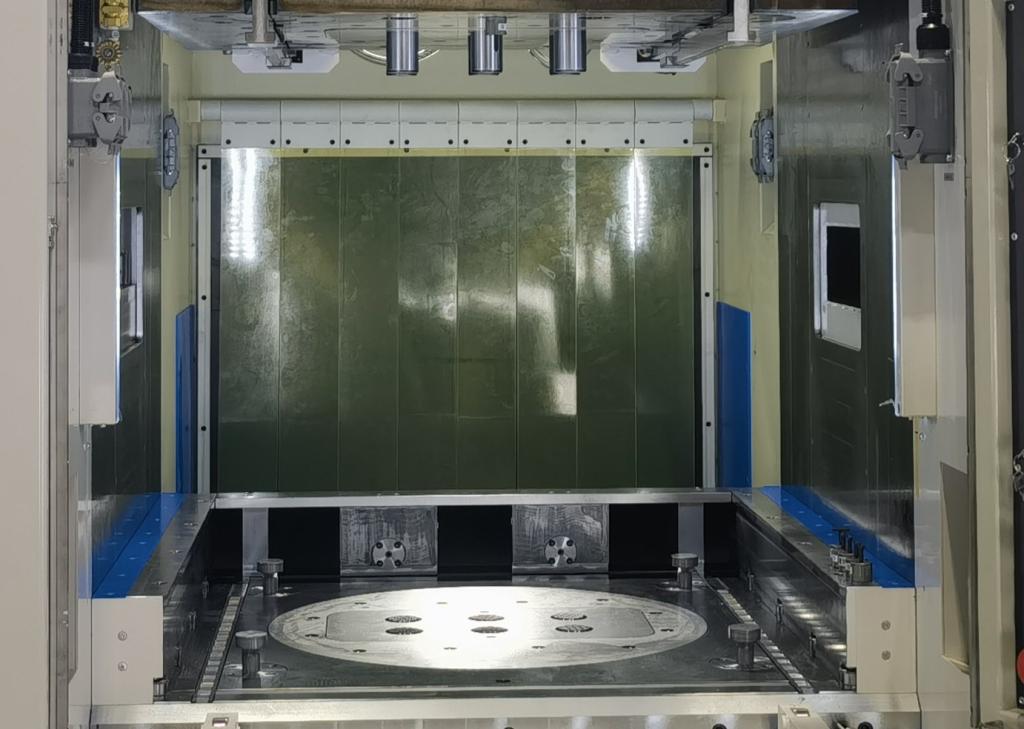
(写真3)森鉄工は受圧部を長方形にしたプレス機を考案
そのような背景から、当社では受圧部の範囲を長方形に拡大したプレス機を考案した。中型機で直径300ミリメートルの範囲を500ミリ×260ミリメートル、大型機で直径380ミリメートルを580ミリ×300ミリメートルとし、使い勝手と広さを兼ね備えた受圧部を開発した(写真3)。これにより、型設計の自由度を向上させている。
受圧部を拡大することで、加工範囲に工程が収まらず、金型構造と金型強度を犠牲にしていた課題を解消した。これにより、多工程順送金型への対応を可能にした。また少工程順送金型では、荷重中心を優先とした金型レイアウトを実現。偏荷重を抑えることで、金型の長寿命化につなげた例もある。
これからのFB技術
FB技術は自動車関連部品と共に成長してきたが、電気自動車(EV)化に伴い一部の関係部品が減少傾向となっている。今後は新たに生まれてくる部品や、自動車以外の新分野の部品も取り込む必要がある。
さらなる付加価値のあるFBプレス加工技術を目指し、FBプレス特有の圧力やスライド位置などといった高い制御性の特性を生かし、増肉、押し出し、つぶしなどの鍛造的な工程を含んだ複合加工技術もその一つである。
新たな被加工材の分野については、テスト成形なども一部で始まっている。一方で、高張力鋼板(ハイテン材)の台頭など、金型やプレスに負担が強いられる事柄が課題となってきている。そのため金型材やそのコーティング技術、加工潤滑油の最適化、金型冷却など複合的な検討にも迫られている。
極小ダレの要求も増えてきている。当社では、FBならではの工法を用いて、極小ダレの製品の作成に成功している。
-

(写真4)FBINSシリーズのプレス機
FBプレス機にも環境配慮は必須事項である。当社でも、プレス機で最も電力消費と関係の深いポンプ動力に、インバーターモーターを導入した機種を展開している。FBプレスは常時、最大出力が出せるよう、常にアキュムレーターにエネルギーを蓄圧している。従来ポンプではプレス負荷が下がりエネルギーが余剰になったときの油圧は、リリース弁で廃棄するしかなかった。一方プレスの負荷状況に合わせた最適制御技術を用いることができるインバーターモーターでは、負荷が軽いほど大きな電力削減が可能となる。
当社のFBINSシリーズは2025年度補正予算の省エネ・非化石転換補助金の対象となるSII(環境共創イニシアチブ)GX設備単位型の要件を満たしたFBプレス機である(写真4)。