-
業種・地域から探す

ドリル穴開け加工技術
軽量化材料に対する高精度な穴開け加工技術
【執筆】 住友電工ハードメタル デザイン開発部 ドリル開発グループ 高橋 洋一
はじめに
電気自動車(EV)やハイブリッド車(HV)の普及に伴い、航続距離の伸長や環境負荷低減に向けた車両の軽量化が最重要課題となっている。こうしたニーズに応え、自動車や航空機業界では、アルミニウム合金やマグネシウム合金、チタン合金といった軽金属に加え、薄肉化が可能な高強度ステンレス鋼の採用が拡大している。特にEVの心臓部であるバッテリーケースやモーターハウジングにおいては、軽量化と熱管理の両立を目的にアルミ合金が多く採用されている。また、比重は大きいものの、高い剛性により薄肉化による軽量化に寄与するステンレス鋼も、強度と軽さが同時に求められる重要保安部品などで広く活用されている。
一方で、これら軽量化材料の加工現場では、労働人口減少に伴う人手不足や、カーボンニュートラル(温室効果ガス排出量実質ゼロ)の実現に向けた脱炭素化への対応が急務となっている。そのため、穴開け加工においても単なる「高速・長寿命」にとどまらず、プロセスの自動化を支える「高精度・長寿命安定性」、さらには環境負荷を低減する「高能率な加工技術」が強く求められている。
こうした市場課題に対し、当社は独自の切れ刃設計と最新のコーティング技術を結集した新製品を開発した。本稿では、軽量化材料の加工における諸課題を克服する新製品の特徴について、加工事例を交えて紹介する。
軽量化材料の高能率穴開け加工への対応
軽量化材料として不可欠なアルミ合金の穴開け加工においては、生産性を左右する高能率化と、部品品質を担保する高精度化の高度な両立が求められている。
高能率加工を実現するには、周速(回転数)と送り量を極限まで高める必要があるが、ここで最大の障壁となるのが「切削抵抗の増大」である。ドリル加工の特性上、回転中心部の切削速度はゼロに等しく、中心部で生成された切りくずがドリル壁面(ギャッシュ部)に衝突・擦過することで大きな抵抗が生じる。この負荷が加工対象物(ワーク)に伝われば、薄肉部品のひずみやたわみを誘発し、寸法精度の悪化を招く。
この課題に対し、従来の対策としては「オーバーラップシンニング」が有効とされてきた。ドリル中心部の壁面を軸心から遠ざけるよう設計することで、切りくずの擦過を軽減し、切削抵抗を抑制して高能率条件を可能にする手法である。
しかし、アルミ加工特有の難点として、加工の進展に伴う刃先への溶着が挙げられる。刃先にアルミが溶着し構成刃先が形成されると、実質的な切れ味が著しく低下し、設計時の低抵抗特性が失われてしまう。
こうした性能の劣化を抑制するのが、最新のダイヤモンドライクカーボン(DLC)コーティング技術である。極めて低い摩擦係数を持つDLC膜をドリル表面に施すことで、アルミの溶着を軽減。オーバーラップシンニングによる低抵抗効果を長期にわたって維持し、高能率かつ高精度な加工の安定継続を実現した。
高精度穴開け加工への対応
アルミ合金の穴開けにおいて、もう一つの課題が高精度化である。従来の低抵抗形状(オーバーラップシンニングなど)では、ドリル最先端のチゼル部が平面状に広く残るため、被削材への接触時にドリルが径方向へ逃げる現象が発生しやすい。これが穴位置のズレを誘発し、厳しい要求精度を満たすためにやむなく加工条件を落として生産を継続せざるを得ないケースも少なくなかった。チゼル部を縮小して食い付き性を高めるには、切れ刃中心厚みを薄くするのが一般的だが、これには先端強度の低下というリスクが伴う。強度が不足すれば、加工中の切れ刃欠損や、それに続くドリル全体の破損を招く恐れがある。
-
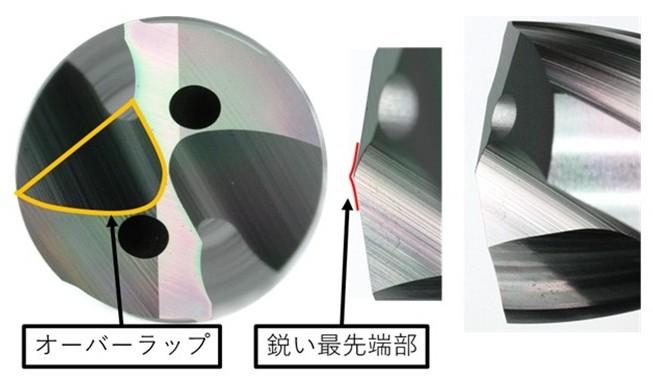
図1 アルミ加工用ドリルMDA型のRDシンニング形状
この相反する課題を解決したのが当社の「RDシンニング」である。従来のシンニングは芯高(中心より高い位置)に切れ刃を配置するのが一般的であったが、新設計ではあえて芯下がりに配置。これに中心付近の大きな凹R形状を連続させる独自の切れ刃構成を採用した。この切れ刃形状により、チゼル部の平面を最小限に抑制しつつ、最先端部が鋭く突き刺さるような高い食い付き性能を実現。同時に、中心部で生成された切りくずの排出スペースも十分に確保した。結果として、従来は困難とされていた「高能率な加工条件」と「高い穴位置精度」という二律背反の要求を、高次元で両立することに成功した。
当社の「MDA型」は、このRDシンニング(図1)を標準搭載している。穴数の多いハウジングなどの加工において、加工時間の短縮を実現。これにより設備稼働時間を圧縮し、製造現場における消費電力の削減にも直接的な効果を発揮する。
高精度センター穴加工の要請と位置ズレの克服
軽量化が進むにつれ部品の小型化により穴開け加工でも高精度化が要望されている。小型部品の加工には自動で材料を供給し、同じ形状の部品を連続して加工する自動盤が多く採用されており、安定生産に向けた高精度加工と、ツール本数の制約を克服する工程集約の両立が不可欠となっている。自動盤の自動工具交換装置(ATC)には格納本数に限りがあるため、一つのドリルで複数の穴径に対する「もみつけ」と「面取り」を兼ねる多機能工具への要望が強い。
-
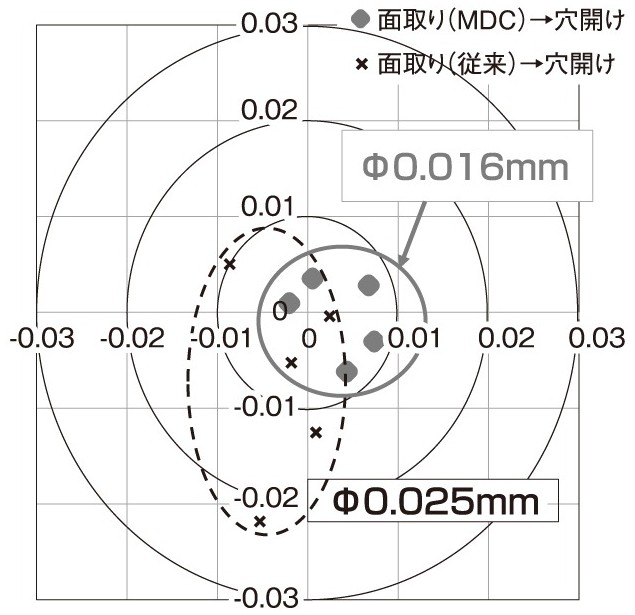
図2 リーディングドリルMDC型の穴位置精度
しかし、小型部品に多用される高強度ステンレス鋼などの難削材は、表面が極めて強靱(きょうじん)であり、不用意にドリルを当てると刃先が滑り、位置ズレを引き起こす。このもみつけの成否が、後工程である本穴開けの精度と工具寿命に影響を与える。実際に難削材加工では、もみつけ段階で位置精度を損ない、結果として本穴開け用ドリルの損傷を招くケースが散見される。
こうした課題に対し、当社はドリル最先端を鋭角に設計した独自のRDシンニング形状を搭載した「MDC型」を開発した。図2が示す通り、従来品では0・025ミリメートル程度あった穴位置のバラつきを、MDC型ドリルでは0・016ミリメートルまで抑制することに成功。難削材においても極めて安定した食いつき性能を実現した。
面取り時のバリ・精度の課題解決
ステンレス鋼の加工において、もう一つの障壁となるのがバリと加工硬化である。もみつけや面取りの際、切れ刃の摩耗や不適切な切削条件によって発生した加工硬化バリは、後工程のドリルの刃先を著しく摩耗させる。また、この硬化したバリの除去工程が生産性を阻害する要因となっている。
-
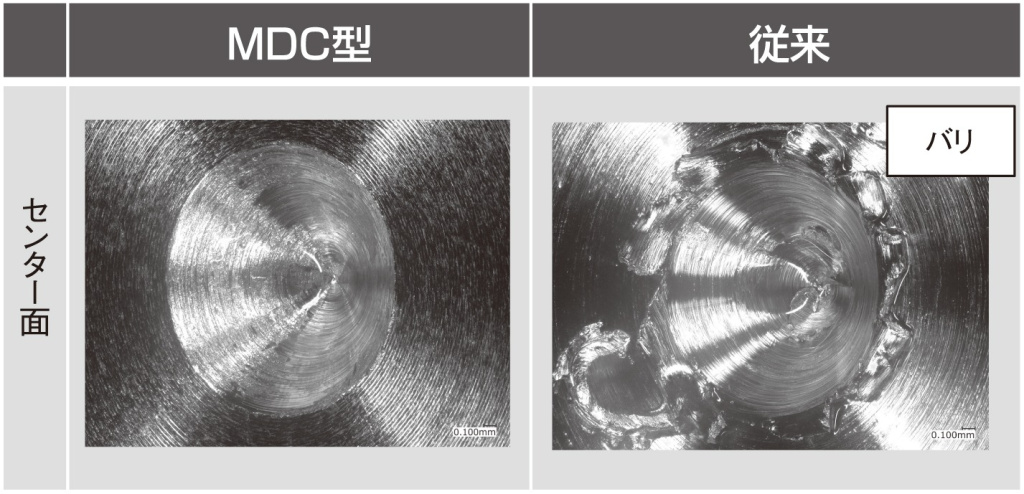
図3 リーディングドリルMDC型のセンター面(SUS316)
当社の新ドリルは、ステンレス特有の粘りや硬化特性を考慮した切れ刃設計に加え、切れ味を向上させたことにより、削り残しのバリ発生を最小限に抑制(図3)。後工程への負荷を軽減し、トータルでの工程安定化に寄与する。
結びに
本稿では、軽量化材料の高能率・高精度加工について記載した。今後も航空産業や次世代モビリティーの基幹部品のカーボンニュートラル実現に向けた技術革新は継続されることから、モノづくりの未来を強力に支援できるよう切削工具も共に進化しつづける。