-
業種・地域から探す

高精度穴開け加工におけるドリルの開発動向
はじめに
穴開け加工の工程は切削加工全体の3割以上を占める重要な工程(参考1)であるが、刃先が穴内部にあるため、切りくず詰まりの発生による工具刃先の損傷や工具折損、ならびに、びびり振動による穴断面の真円度の低下などの問題が生じやすく、加工品質と生産性の向上が課題となっている。
これらの課題を解決するためには、ドリルの切削性能を格段に向上させることが必要である。これまでも、シンニングやリップといったドリルの刃先形状に特徴的な様相を有するドリルの開発が行われ、さまざまなドリル形状が提案されている。
切削工具に対するニーズ
モノづくりにおいては、3次元(3D)での設計思想が違和感なく定着し、機械加工水準が高レベルへと推移し、これに伴い穴開け加工への要求も厳しくなりつつある(参考2)。具体的には直径精度だけでなく真直度や真円度など円筒精度を担保できる深穴加工といった要求が増えてきている。
さらに近年では、加工精度の要求以外にも環境面へも配慮し、高能率、省エネルギー、リサイクルといった国連の持続可能な開発目標(SDGs)への取り組みが求められている。これらの取り組みは、切削工具を製造するメーカーのみならず、再研磨するメーカーも注力しており、工具原材料のリサイクルに関しては早い段階から貢献している。
当社では、このような現状を鑑み、穴を開けるという金属の物理的作用に対してゼロから見直し、従来の切削工具の形状にとらわれない開発を行ってきた結果、省エネルギーでありながら高精度な深穴開け加工が成立する革新的な工具「Crea Borer(クレアボーラー)」をもって、市場のニーズに応える。
最近の市場ニーズに対する技術開発動向
-

写真1 被削材SUS304を直径4mm、深さ40mmで加工した際の切りくず -
図1クレアボーラーの刃先形状 -
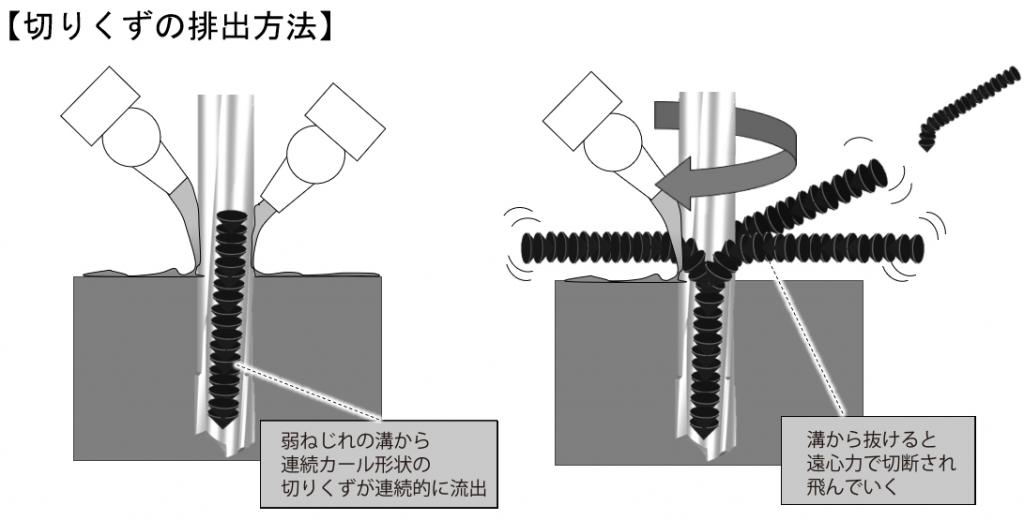
図2 切りくずの排出方法 -
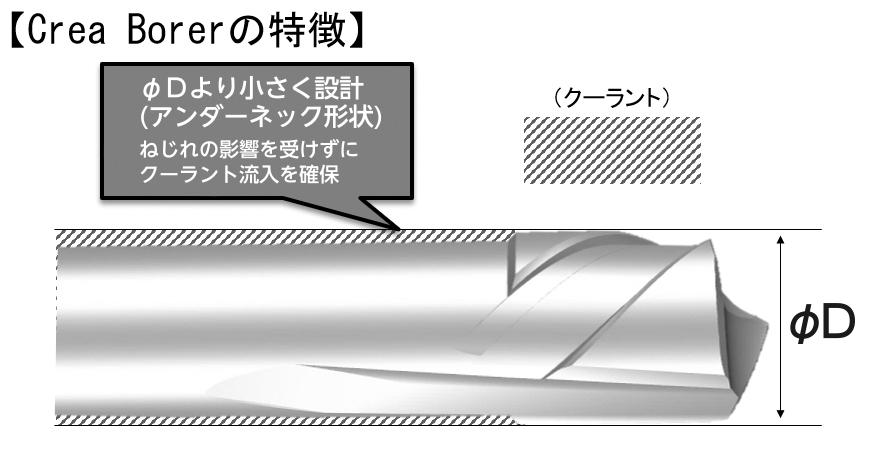
図3 クレアボーラー工具形状 -

写真2 クレアボーラーで被削材S50Cに直径4mm、深さ120mmの穴開け加工した事例
深穴開け加工においての問題点は加工精度不良や工具折損があり、これらは加工中、突発的に発生してしまうため、多くの加工者を悩ませている。これらの原因に深く関係しているのが切りくずである。
従来のドリルでは、ステッピング動作で切りくずの噛(か)み込みなどによる工具折損、加工穴曲がり、精度不良の不安要素があった。また、これに付随して切りくずが製品に干渉して起きる損傷や、製品の細部に切りくずが混入してしまうなどの二次的問題も発生している。
これら問題を踏まえ、解決案をクレアボーラーの主な特徴3点とともに加工事例を紹介していく。
特徴① ノンステッピングで深穴加工が可能
クレアボーラーは、ステップ送りなし(ノンステップ)で穴の深さが工具直径の6倍から20倍までの深穴開け加工に対応する。写真1は、被削材SUS304を直径4ミリメートル、深さ40ミリメートルに加工した際の切りくずである。刃先は1枚刃の複合的な形状(図1)で構成され、これが切りくずのカール形状を制御し、緻密な巻きピッチで連続カール状の切りくずを生成する。
また、工具中心を超えて深く設計されたフルート(U溝)によって、1本のつながった切りくずは円滑に加工穴より排出され、工具への切りくず巻き付きや、フルート内での切りくず詰まりが生じないことを特徴としている(図2)。
特徴② 外部給油で深穴加工が可能
クレアボーラーは、外部給油方式のクーラントのみで、工具直径の20倍までの深穴開け加工を実現できる。従来の小径深穴加工ではクーラント穴を有するドリルを使用し、内部給油方式に対応した工作機械と専用の付属設備が必要となるが、クレアボーラーは「クーラント自己ポンピング作用」を有するため、特殊な設備を必要としない。工具形状は特徴的な様相で、外径最大部がひと回り大きな逆段形状になる(図3)。
胴体部(アンダーネック)と穴との隙間から侵入したクーラントが胴体周りにプールされ刃先近くまで移動すると、逆ねじれの送出溝(ポンプ溝)に流れ込み、工具回転によってクーラントは強制的に刃先に到達する(自己ポンピング作用)ように工具形状を開発している。
これによって先端切れ刃部の冷却と潤滑が可能となり、外部給油でありながらも深穴開け加工が可能となった。
特徴③ 高精度な真直度・真円度を実現
クレアボーラーで被削材S50Cに直径4ミリメートル、深さ120ミリメートルの穴開け加工した際の精度は、径精度h7以内、真直度0・03ミリメートル以内でピンゲージが貫通するほど(写真2)の高精度な穴開け加工が可能となる。試作品のL/D(工具の突き出し長とシャンク径の比)は30D。これは、逆ねじれの送出溝(ポンプ溝)が、刃先から発生する切削荷重を受け止めるガイドマージン機能を兼用しており、また、周速0メートルとなる刃先中心部やその周辺でも十分な逃げ量を有する特殊な形状を設計することで、切削荷重を抑えるとともにチゼルの発熱を防ぐ。低抵抗+ガイド+1枚刃により、高い自己真直性(求心チゼルエッジ)を達成した。
これにより主軸やツーリング精度の影響を受けにくく、高精度な深穴開け加工が可能となった。
今後の課題と展望
これまで高い加工技術が求められてきた小径深穴加工に対して、ノンステップ加工でも工具欠損が抑制され、穴内面粗さや円筒度の改善を図ることが可能となった。
また、近年の電気代高騰やSDGsの観点からも従来の高圧(中圧)ポンプでは、電気使用量の増加、クーラント温度の上昇、熱交換時の排熱などの問題が挙げられるが、これに対しても効果を発揮する。クレアボーラーが産業の未来へ続く発展に貢献できるようさらなる開発を進める所存である。
穴開け、切削加工技術は、今後も大きな飛躍が期待されるが、各メーカーの絶え間ない努力により、独創的でありながらもより安全で高精度化が進んでおり、産業全体の活性化につながっている。本稿がわずかなりともお役に立てれば幸いである。
【執筆】西研 課長 内藤 毅
〈参考文献〉
(1)Shoichi Tamura、Takashi Matsumura、Cutting Process in Non-step Drilling of Deep Hole with Tool Wear Progress、 Proceedings of The International Conference on Leading Edge Manufacturing/Materials&Processing LEM&P、2023年、225-230ページ
(2)Nishimura Yuki、外部給油による高精度深穴あけ加工用切削工具「クレアボーラー」の活用/機械と工具、2022年、2月号