-
業種・地域から探す

ロボットを活用した自動化の事例

【執筆】
バリ取り・表面仕上げ・洗浄協会理事長
関西大学名誉教授/学校法人関西大学顧問 北嶋 弘一
最終工程の課題解決手法
さまざまな機械加工工程においてバリの生成は不可避であり、製品の機能・性能に応じたエッジ品質に仕上げるためのバリ取り・エッジ仕上げは、最終処理工程の最たるものである。
そのほかの最終処理工程には研磨工程、疲労強度の向上を目的としたショットピーニング処理、3Dプリンターによる造形後の後処理、削除したバリや切りくずなどの洗浄処理に至るまでの、極めて重要な工程がある。
近年、モノづくりのデジタル変革(DX)が話題になっているが、その中でも3Dプリンターによる造形技術としての積層造形(AM)が注目され、さまざまな加工分野に適用され始めており、金型を用いた成形加工の分野を脅かしつつある。しかしAMを用いた造形法では、造形後の形状精度や表面粗さ、段差の除去、複雑形状を支えるサポートの除去、さらにはエッジ部のバリ取り・エッジ仕上げが大きな課題として現存しており、今のところこれらの課題を一挙に解決する画期的な処理法は存在しないと言える。
造形良好な精度が得られる粉末床溶融結合(PBF)による造形品であっても、仕上げ面粗さは1マイクロー数十マイクロメートルとなる。後処理の一つにショットピーニング処理が用いられ、仕上げ面の向上と疲労寿命の延伸が図られている。

図1に新東工業による処理前後の造形品を示す。処理前の面粗度(Ra)14マイクロメートル、疲労強度200メガパスカルが、ショットピーニング処理(36秒)後には、Ra5マイクロメートル、疲労強度500メガパスカルに向上した。さらに仕上げ面粗さを向上させるために行う処理の中で、バレル研磨法(3時間)ではRa0・22マイクロメートル、ケミカル処理法(480秒)ではRa0・9マイクロメートル、ショットブラスト法(36秒)ではRa6・2マイクロメートルとなっており、図のようにバレル研磨法が最も金属光沢が得られている。
したがって、AMによる造形をはじめ機械加工工程における最終処理工程の課題を解決するには、従来提案されている各種のバリ取り・エッジ仕上げ技術の適用や、それらを組み合わせた手法を使わずして達成できない。
ロボットを活用した自動化の事例
これまでバリ取り・エッジ仕上げ作業の多くは人海戦術に委ねられてきたが、近年の人手不足で作業者の確保が難しくなっている。その一つの解決策として、ロボット利用が注目される。しかしながら、現実はシステムインテグレーター(SIer)の人材不足からその手法も遅々として進展していない現状にある。
-

【写真1】バリ取り用エフェクター(BRQーEZ01=スギノマシン)
当協会の会員であるスギノマシンは、写真1に示すロボットバリ取り用エンドエフェクター「BRQーEZ01」を開発した。同製品はこれらの状況を解決できる製品と言える。
バリ取り・エッジ仕上げの工程は人手で行えるため、低付加価値作業と見られがちである。一方、その作業を自動化しようとしても検査工程を伴うため、完全な省人化は困難とされてきた。しかし、昨今は現場作業者の使い勝手を優先したシンプルで汎用性の高いロボットを活用したシステムが台頭している。バリ取り・エッジ仕上げの作業を省人化し、自動化率を徐々に高めてきている。
-

【写真2】ワンタッチ工具交換方式(BRQーEZ01) -
-

【写真3】BRQーEZ01のロボットへの装着 -

【写真4】ロボットバリ取り自動化セル「RDMーS」(スギノマシン)
スギノマシンのBRQーEZ01は、フローティング機構を搭載したロボット用スピンドルモーターユニットである。先端に搭載したフローティング機構により、ロボットの軌道ずれや加工対象物(ワーク)の寸法・形状のバラつきに対しても、過切削することなくバリ取り・エッジ仕上げを確実に実施できる。また、一般的なスピンドルモーターとロボットによる方式に比べて、ティーチング時間を80%削減できることが報告されている。
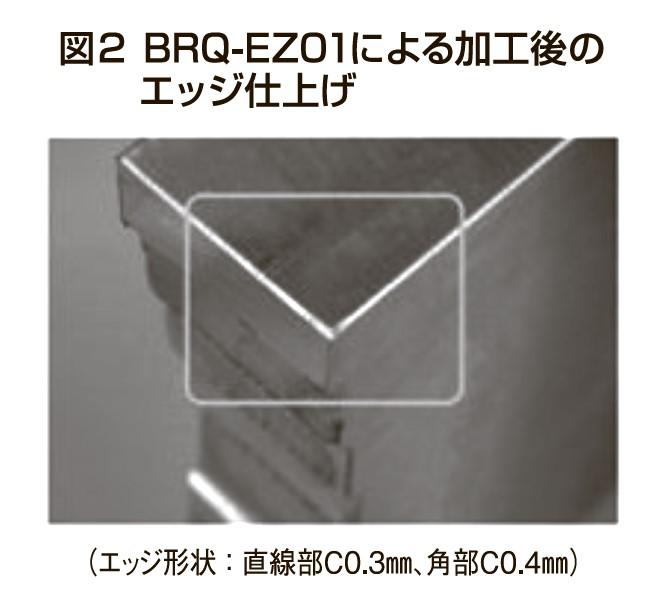
写真2のように摺動(しゅうどう)部材(フローター)をワンタッチで脱着でき、工具交換を容易に行え、段取り時間を大幅に削減できる。フローターは用途に応じて3種類そろえ、サーボコントローラーによって消費電力量を10%低減する。フィードバック制御の採用により、不安定な断続加工に対しても設計図面に指示されたエッジ品質を確実に達成できる(図2)。
ロボットハンドに装着した際のデザイン性にも配慮し(写真3)、これまでに22年度グッドデザイン賞や、日刊工業新聞社の24年度”超”モノづくり部品大賞の機械・ロボット部品賞を受賞している。
スギノマシンは同ユニットを2台まで取り付けられる垂直多関節ロボットを内蔵した、ロボットバリ取り自動化セル「RDMーS」(写真4)を開発した。装置幅1000ミリメートルとコンパクト化し、人の代替になるシステムを実現している。
同社は23年、ユーザーとともに自動化を実現するためのバリ取り研究所「デバラボ」を開設し、バリ取り・エッジ仕上げの自動化をサポートする事業を始めた。現在は数多くのユーザーに対して、バリ取り・エッジ仕上げの自動化を支援している。
「バリ取りの自動化を楽しい仕事に!」をコンセプトに開発したユニット「BRQーEZ01」は、まさに厄介な仕事に楽しさを生み出す製品と言える。