-
業種・地域から探す

最先端の切削加工技術に対応するツーリング
【執筆】大昭和精機 技術本部 土居 正幸
防振エンドミルの性能を生かすツーリング
近年、エンドミル加工においてびびり振動を抑制する技術が進化しており、高能率な加工が行えるエンドミルが増えてきている。不等ピッチ、不等リード、太い芯厚、最適な逃げ角などの設計を採用することで、ポケット加工のコーナー部や軸方向切り込みが大きい場合でも、びびり振動が発生しにくくなる。
例えば今まで直径16ミリメートルのエンドミルで加工していたところを、同じ軸方向切り込みで同12ミリメートルや同10ミリメートルにサイズダウンできる場合もあり、工具費を抑えられるメリットがある。エンドミルの芯厚が太くなることで、径方向切り込みは増やせないが、切削速度を上げることで加工能率を下げずに加工することもできる。
このような小径エンドミルでもびびり振動を抑えて高能率な加工を行うためには、把持力が高くて十分に剛性のあるツーリングが必要になってくる。
今までは直径12ミリメートル以下のエンドミルであれば、把持力の高いコレットチャックでも十分に加工できていた。しかし、工具長さや軸方向切り込みが増えることでエンドミルが抜けやすくなり、さらに工具摩耗が進むと切削負荷も増えてくることからコレットチャックの把持力では充分でない場合がある。
そこで当社では充分な把持力や剛性を兼ね備えたロールロック方式のメガダブルパワーチャック「MEGA12DS」を商品化している。直径12ミリメートル以下のエンドミルシャンクに対応しており、コレットチャックと比較すると3―4倍の把持力があるため、高能率なエンドミル加工を実現する。また締め付けナットにスパナ掛けの溝がなく、高速回転にも適した仕様となっている。

図1は被削材S50Cに対して直径10ミリメートルのエンドミルを把持し、軸方向切り込み40ミリメートルで径方向切り込みを増やしていき、エンドミルが抜ける限界のテストを行った結果である。使用したツーリングはMEGA12DS、コレットチャックA、コレットチャックBである。
切削速度は毎分200メートルと毎分250メートルで実施したが、コレットチャックはどの条件でも径方向切り込み0・4ミリー0・8ミリメートルでエンドミルの抜けが確認された。しかし、MEGA12DSはエンドミルの最大推奨切り込み1・5ミリメートルで加工してもエンドミルの抜け、びびり振動が発生せずに正常に加工できた。
同製品は外径が直径38ミリメートルでスリムに設計されており、ストレートコレットを使用することで直径6ミリメートル、同8ミリメートル、同10ミリメートルのエンドミルで使用きる。被削材がアルミニウムやステンレス、チタン、耐熱合金などの場合はクーラントが重要になるが、同製品は工具外周からクーラントを吐出でき、効果的に刃先へクーラントを供給できる。最適なツーリングを選定することで、防振エンドミルの性能を生かした高能率で安定した加工を実現できる。
高速回転に適したクーラント供給
切削点へ的確にクーラントを供給することは、冷却や切りくず排出、潤滑性向上につながり、切削において重要な要素である。そのためマシニングセンター(MC)ではスピンドルスルークーラントに対応した主軸を選定されることが増えてきている。
小径や深穴でクーラント穴付きドリルが使用されることも多いが、それ以外にもツーリング先端からクーラントを供給したいという要望も多い。
その理由として、機械主軸端の外部クーラントノズルでは、工具長の異なる複数の工具を自動工具交換装置(ATC)で交換した際、全ての工具で的確に刃先へクーラントを供給することが難しい。
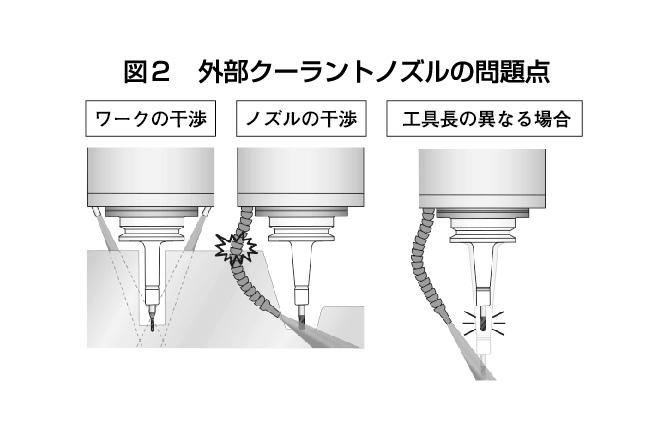
また複雑な加工対象物(ワーク)形状を加工する場合や、5軸制御MCを使った場合、ワークの影になってクーラントが当たらないことや、ワークが干渉して外部クーラントのノズルを接近させて配置できないこともある(図2)。そこでツーリングの先端にクーラント穴があれば、常に工具刃先に近いところからクーラントを最適に供給することができる。
しかし回転中のツーリング先端からクーラントを出した場合、回転の速度によってクーラントは広がる傾向がある。特に小径工具やボールエンドミルになると回転数が高くなるため、的確に刃先へクーラントを当てることが難しい。
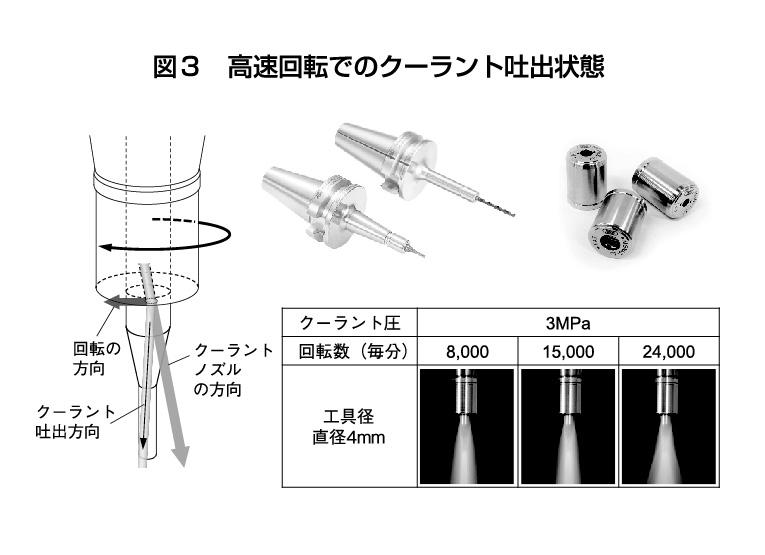
そこで当社ではクーラントノズルを回転とは反対方向に傾けて、回転速度増加によるクーラントの広がりを軽減している(特許取得済み、図3)。小径工具ではシャンク径と工具径が異なるルーマ型でも刃先へ的確にクーラントを供給できるよう、シャンク径から少し離れた位置のノズルを設けている。
図3には当社のメガマイクロチャックを使用し、工具シャンクが直径4ミリメートルで刃先が直径2ミリメートルのルーマ型エンドミルを取り付け、クーラント圧3メガパスカルで回転数毎分8000―2万4000でクーラントを吐出した写真も示す。回転数が高くなってもクーラントの広がりを抑え、刃先にクーラントが当たっている様子が確認できる。当社では小径工具やボールエンドミルでの使用が見込まれるコレット方式のメガマイクロチャックや油圧方式のハイドロチャックでこのノズル方式を採用している。
防振機構内蔵スマートダンパー
半導体製造装置や金型の大型化、航空機や建設機械など大型ワークの需要が増えてきている。しかし、突き出しが長くなるほどびびり振動が発生しやすくなるため、切削速度や切り込みを下げて対策することが多く、それにより切削能率や加工面品位の低下を招いてしまうことがある。
L/D(アスペクト比、工具突出長と工具径の比)が5倍を超えるような突き出しの長い切削の場合、防振機構を内蔵したツーリングはびびりを抑えて高能率な加工ができる。当社ではスマートダンパーシリーズとしてボーリング、フェースミルアーバー、旋削用ボーリングバー、ヘッド交換式スクリューオンホルダーなどさまざまな防振機構内蔵ツーリングをそろえている。
ねじ込み式のヘッド交換式カッターは多くのメーカーで取り付け部が共通になっており、ボールエンドミル、ラジアスエンドミル、高送り、肩削りなどさまざまな種類がある。当社のスマートダンパースクリューオンホルダーはこれらのヘッド交換式カッターに対応しており、突き出しの長い加工においてもびびり振動を抑えて高能率加工ができる。

図4は肩削りカッターを使用した溝加工で、超硬シャンク(防振機構なし)との比較テスト結果である。カッター径40ミリメートルに対して突き出し長さが350ミリメートルにもなると、L/D=8・7にもなるため、超硬シャンクでは軸方向の切り込みが0・1ミリメートルしか加工できなかった。
一方、スマートダンパースクリューオンホルダーは防振機構を内蔵し、片側2度のテーパー形状も手伝って、防振性能と剛性を両立させて軸方向切り込みを0・7ミリメートルまで大幅に増やすことができた。
近年は製造業における人手不足もあり、自動化・省人化・工程集約などに取り組むため、複合加工機や5軸加工機のニーズが増えている。今までは複合加工機は旋盤をベースにミーリング機能を付加したタイプが多く見られたが、5軸加工機をベースに旋削機能を付加したタイプも増えてきている。
これらの複合加工機では旋削ツールのインターフェースにビッグキャプトやHSK―Tが採用されることが多い。当社でも旋削ツールのシリーズを豊富にそろえており、特に突き出しが長い場合にはビッグキャプトやHSK―Tシャンクが一体型になったスマートダンパーターニングアダプターを提案している。
日々進化する切削工具や工作機械の性能を最大限に引き出すためにも、最適なツーリングを選定して生産性向上につなげて欲しい。