-
業種・地域から探す

- 業種から探す
- 地域から探す
- 電機・電子・情報・通信

- 工作機械・ロボット・加工技術
- 産業機械・機構部品
- 素材・化学
- 環境・エネルギー・防災
- 自動車・航空機・宇宙・鉄道
- 建設・建築・土木・道路・住宅・住宅設備
- 物流・搬送
- 食品・医薬
- イベント・ビジネス全般
- 北海道・東北地方
- 関東地方
- 中部地方
- 近畿地方
- 中国地方
- 四国地方
- 九州・沖縄地方
新機軸打ち出す中堅・中小
中部の大手工作機械メーカーが 施策を展開する中、他の中堅・中小メーカーも、伸び盛りの電気自動車(EV)向けの部品加工に適した工作機械の開発や、モノづくり現場の人手不足に対応した自動化の提案など新機軸を打ち出している。中部の有力工作機械メーカーの動きを追った。
30番手MC機種拡大/ブラザー、初の横型投入
-

スピーディオ初の横型MC「H550xd1」
主軸30番の小型マシニングセンター(MC)「スピーディオ」シリーズを展開するブラザー工業は、機種の拡充を積極的に進めている。このほどスピーディオで初の横型となる「H550Xd1」を発売した。主軸の配置を横向きにして小さな本体サイズを維持しながら広い加工空間を実現した。EV向けで多い大型のアルミニウム部品をはじめ、さまざまな加工ニーズに応える。
機械幅1557ミリ×奥行き2990ミリメートルで設置スペースは一般的な40番横型MCより約20%少ない4・7平方メートルを実現。EVのギアケースやアルミホイールなどの加工対象物(ワーク)を想定している。装着可能な最も長い工具を設置した状態で直径600ミリ×高さ580ミリメートルの広い治具エリアを確保。大型の部品加工の場合は、加工部品が干渉しない位置に工具が移動することで、治具エリアを最大で直径800ミリメートル×高さ580ミリメートルまで広げられる。これにより、大物や長尺のワークの搭載と多面加工を可能にした。
一度に30本配置できる新開発のツールマガジンも導入。加工エリアとマガジン搭載場所を分離するとともに、最長250ミリメートル、最大径125ミリメートル、最大重量4キログラムまでの大型の工具を載せられる。
従来モデルを強化した「W1000Xd2」と「M300Xd1」も市場に投入した。W1000Xd2は30番最大級の加工エリアを持ち、M300Xd1はMCと旋削の加工が可能な複合加工機だ。
同社は中期戦略「CS B2024」で24年度に工作機械の売上高を1000億円(22年度実績612億円)に伸ばす目標を掲げている。特に需要が伸びるとみられるEV部品の加工に適した機種の拡販を進めていくことで、目標達成を目指す構えだ。
切り粉トラブルを排除/豊和工業、AMR組み合せ提案
-

豊和工業はMCとAMRと組み合わせた自動化ラインを提案
豊和工業もEVに狙いを定めた主軸30番の横型MC「HMP-350HC1」を展開。稼働が急停止するリスクが少ない「止まらないマシン」を標榜する同社だが、この機種でも切り粉で機械が止まるトラブルを一切排除。さらにモジュール構造で多様な加工形態に対応する。これにより同社が得意とするシリンダーヘッドなどのエンジン部品から、バッテリーケースなどのEV部品に至るまで幅広いワークを作れるようにした。
また、モノづくりの現場で要求が高まる自動化に対応するため、MCに自律移動ロボット(AMR)を組み合わせた加工ラインの提案もしている。マーカーレスで動くAMRをレーザーセンサーにより高精度な位置決めができるシステムを構築。自動爪交換装置(AJC)との組み合わせで、熟練した技術が必要な旋盤のチャックの爪交換工程の自動化も実現している。
AIで機械加工の自動運転/キタムラ機械、クラウド上でデータ処理
-

キタムラ機械最新のArumatik-Mi
MC専業のキタムラ機械(富山県高岡市)は、今年創業90周年を迎え、記念キャンペーンを展開している。独自のCNC装置「Arumatik―Mi」は、納入後でも最新ソフトにアップグレードでき、陳腐化することなく、使いやすい操作性と最新機能を使った加工ができる。
また、パレット交換ごとにオフセットの変更が必要なく、自動化ニーズに対応できる多面自動パレット交換装置(APC)や多本数自動工具交換装置(ATC)は、納入後の増設も可能。いつでも新品同様の使い心地と最新自動化システムが構築できる。
Arumatik―Miにはどこでも稼働状況が確認できるIoT(モノのインターネット)「Anywhere Remote機能」を標準搭載。第5世代通信(5G)を介したクラウド対応の人工知能(AI)自動運転機能「Auto Part Producer 5G」や、機上計測機能「Arumatik―Surface Scan」など生産性を格段に向上させる機能が搭載可能だ。
加工とワーク装着 同時に/嶋田鉄工所、2主軸1タレットNC旋盤
-

嶋田鉄工所の加工とワーク取り付けが同時進行可能な旋盤「2SI-8 Mk-Ⅱ」
加工の間にワークのローディング(取り付け)をできるようにした旋盤を開発したのは嶋田鉄工所(愛知県豊川市)だ。複合加工が可能な2主軸1タレットの「2SI-8 Mk-Ⅱ」を発売。二つの主軸を加工用と着脱用とで役割を分けて、機械の待機時間を極力まで抑えた。
主軸はドラムという円形のテーブルに2本設置。片方の主軸はスライドドアで機械外部と仕切った加工室内にあり、もう一方はドアの外に出る構造にした。これにより室内での加工と外部でのローディングの同時進行が可能。両作業が完了するとドアを開き、テーブルを180度旋回して、両方の主軸の位置と役割を逆転させる。
主軸は加工側が低く、ローディング側を高く配置。高精度と重切削に必要な低重心を確保しつつ、作業者が着脱時に腰をかがめる必要性を減らし、ローディングをしやすくした。外部の主軸上部にロボットも置けるデザインで、省スペースでの自動化も可能だ。
また、ビルトイン主軸モーターやドア開閉でのサーボモーターを採用し、各種動作を高速化。ドア開閉と主軸切り替え時にのみ生じる待機時間を、従来3・2―3・5秒ほどだったのを2・0―2・2秒ほどに短縮した。
サブスクサービス開始/エンシュウ、導入コスト4割減
-

エンシュウの主軸15番の立型MC「SV130」
顧客の設備投資の負担軽減につながるサブスクリプション(定額制)サービスをMCで始めたのはエンシュウ。みずほリースと連携したサブスク「ジャスタ」は一般的な機械の購入に比べて導入コストを4割減らせるという。期間は3年間で、おおむね100台を上限にMCを提供する。対象は立型MC「WE30Ve」、同「EV450Te」、横型MC「GE480H」の3機種。
機械の定期点検に加えて、操作説明や実習といった導入支援教育サービス、事故に備えた保険も用意する。3年後には購入または返却が可能だ。
また、新型MCも市場に投入した「Saving Center(セービングセンタ)」シリーズで、主軸15番の立型MC「SV130」に、標準機から2・5倍となる主軸回転数毎分5万回の特別仕様を追加し、発売した。時計やメガネ、医療機器など小物部品の加工に提案する。
同シリーズはエネルギーやコスト、スペースの大幅な削減が特徴。SV130は従来主軸30番ではオーバースペックだった加工の置き換え需要を狙う機種で、展示会出展などを通じてニーズを探り新たな仕様を加えた。自動パレット交換機(APC)やロボットを組み合わせた自動化にも対応する。
脆弱部品に微細穴加工/キラ・コーポ、専用機を開発
-

半導体産業など脆弱材部品向けに機能を充実させる
キラ・コーポレーション(西尾市)は、主力の小型マシニングセンター(MC)で培った技術を発展させ、難削材加工機「グラインディングセンター GCV―30」を22年11月に発売した。脆弱材料部品の微細穴加工に特化し、半導体、光学、医療機器関連に提案する。オプション機能には独自の自動化技術を多数盛り込み、人手不足に悩む製造現場を支援する。
ダイヤモンド電着砥石を用いた工具で加工する。熱変位対策で七つの温度センサーを各部位に配置して熱変位量を補正する機能のほか、リニアスケールを搭載した。
オプションの「CCD(電荷結合素子)カメラ」と専用ソフトウエアを利用すれば、タッチプローブで測定ができないわずかな寸法誤差を非接触で測定し、精度の高い加工とともに段取り時間の大幅短縮を実現。半導体製造工程に使用される静電チャックの加工事例では、高精度な計測による芯出しが可能となり、熟練者が時間をかけていた位置決め時間を大幅に短縮した。
また8月出荷分から標準搭載する新機能「KONEKT(コネクト)」により機械とPCをつなぎ数値制御(NC)画面を顧客と共有できる環境を構築。機械停止などの異常発生時、作業者と同社のサービスマンとの状況確認や操作指示がスムーズになる。所定の手続きを踏めば遠隔操作も可能。XYZ各軸の移動距離をはじめ各種データをクラウド上に蓄積、共有できる特徴を生かし、消耗品交換時期の提案など予防保全に役立てられる。
切削油濾過、新液と同等/ユーべック、MC用装置
-
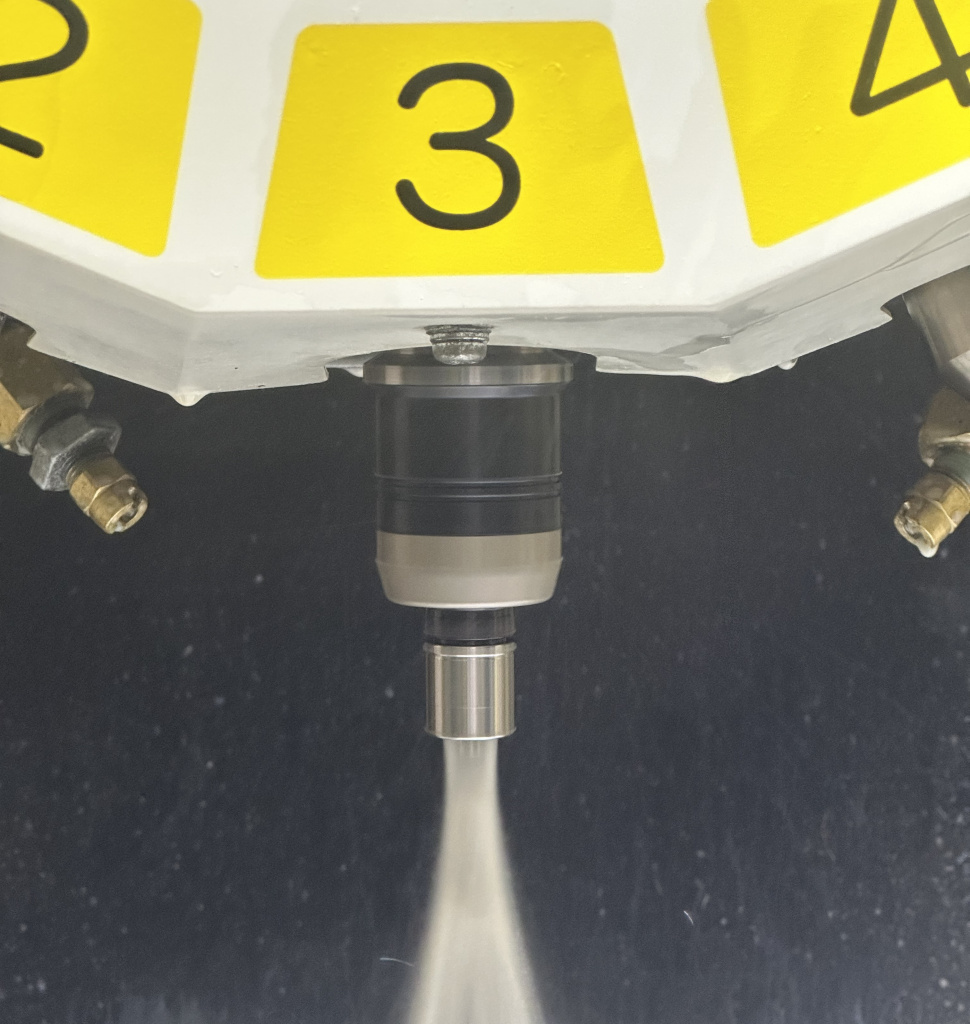
ホルダースルーではワークに角度や傾斜があっても死角が無くなり深穴や複雑形状での切粉を除去できる
ユーベック(名古屋市千種区)は、小型マシニングセンター(MC)用に、クリーン液槽内でも循環濾過することでクーラント液(切削油)中に微細異物やスラッジが残らない精密濾過装置を発売した。独自の精密フィルターを使用し、長期間、新液と同等の機能性を維持できる。複数台のMCに対応する集中クーラントにより、毎日の切粉回収や給液、濃度管理も不要となり、点検や清掃作業を低減しコスト削減につなげられる。
取り付け配管工事を除いた標準価格は、集中クーラントで30―50台連結したMCの場合、1台当たり300―350万円(消費税抜き)。自動車部品メーカーなどに年間10システムの販売を目指す。
ノズル径が1ミリ―2ミリメートルのホルダースルーやスピンドルスルーでも、濾過したクーラント液を2メガパスカル以上の高圧で吐出する。特にホルダースルーは刃先に直接クーラント液を吹き付け、加工対象物(ワーク)に角度や傾斜があっても死角がなくなり深穴や複雑形状での切粉を除去できる。
毎分30―40リットルのクーラント液で吹き流し、高能率の切削加工と同時に洗浄機レベルでスラッジを除去する。摩擦熱が蓄積しにくく工具寿命が2倍以上に延びるという。
高圧クーラントはMCの高圧配管を利用するため、大型タンク不要で省スペース化が可能。切削加工後の洗浄工程をほぼ脱脂のみに簡素化できる。
回収タンク底部のコンベヤーで沈殿物を除去後、円筒状カートリッジフィルターで循環濾過し、20マイクロメートル(マイクロは100万分の1)以上の微細異物を取り去る。
切りくず集積作業自動化/白山機工、高剛性で安全性確保
-

左側面からセットした専用のチップバケットが上昇後反転し、切りくずが自動で落下する仕組み
白山機工(石川県白山市)は、OEM供給で販売していた切りくずの集積作業を自動化する「バケットリフター」を内製化した。同製品は、新たに開発した専用のチップバケットを用意し、切りくずが溜まった際にセットする。ボタン1つでコンベヤーの構造を応用した技術で上昇し、差し込み側を支点に反転させ、切りくずを落とす。その後チップバケットは自動でセット位置に戻る。リフトの高さは6メートル程度までを想定するが、それ以上は要相談。チップバケットは高位置への上昇もあるので、安全のために高い剛性を確保した。
-
-
-