-
業種・地域から探す

規格統一で量産性実現 工具費用を低減
省コスト化を実現するためのシャンク径3mmエンドミル
昨今のエネルギー価格の高騰は、電気代の上昇で日本の製造業にも多大な影響をもたらしている。利益創出のためには、これまで以上に加工コストの低減が必要となっている。それに伴い、エンドミルなど工具に対する要求も低コスト化の要望が高まっている。
当社では超硬合金の使用量を削減した「Vシリーズ」製品の開発を行っている。これは当社の主力商品であるプリント基板(PCB)加工用の工具の大量生産技術を水平展開することで開発されたシリーズである。
シャンク径4ミリメートルのエンドミルとしてラインアップされていた当社シリーズを、シャンク径3ミリメートル、全長を38ミリメートルに統一したものである。
従来比で超硬合金の使用量を削減し、さらに規格統一による高い量産性を確保したことで、希望小売価格をシャンク径4ミリメートルのエンドミルに比べ最大で50%低下させた。ユーザーの工具費用の低減に大きく貢献できる工具となった。
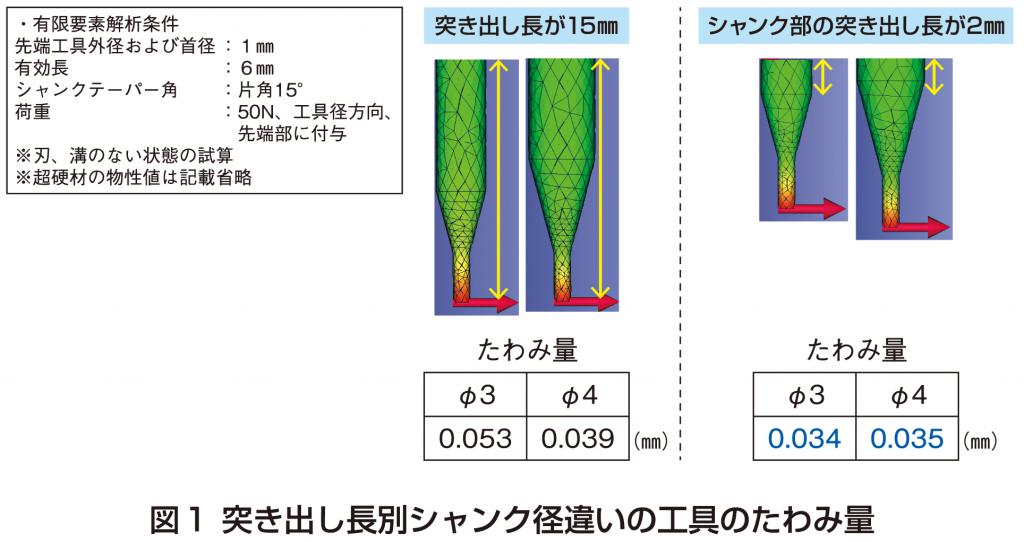
また、シャンク径が従来よりも細いため工具のたわみ量の増大が懸念されるが、エンドミルの突き出し長を最短としていれば、工具のたわみの影響は極めて小さくなることが分かっている。
図1に有限要素法を用いた突き出し長別の工具のたわみ量のシミュレーション結果を示す。一般に工具のたわみ量は、工具の突き出し長と正の相関、外径と負の相関を持つ。図1の左側、突き出し長が同じ15ミリメートルである場合のシミュレーションにおいては、シャンク径4ミリメートルのエンドミルに比べ、シャンク径3ミリメートルのエンドミルの工具のたわみ量が大きい。
一方で、突き出し長を最短とした場合の加工への影響を検証する。図1の右側は最短の突き出し長を想定した場合であり、シャンク部の突き出し長が同じ2ミリメートルになるよう設定した。その際の工具のたわみ量はシャンク径によらず、ほぼ同等であった。
これは刃径とシャンク径の差が小さいほど、シャンクテーパー部の工具軸方向の長さが短くなり、シャンク径4ミリメートルのエンドミルに比べ、シャンク径3ミリメートルのエンドミルの突き出し長が短くなるためである。最短でチャッキングする場合、シャンク径が細くなる影響は突き出し長が短くなることで相殺され、加工精度を落とすことなく使用できる。
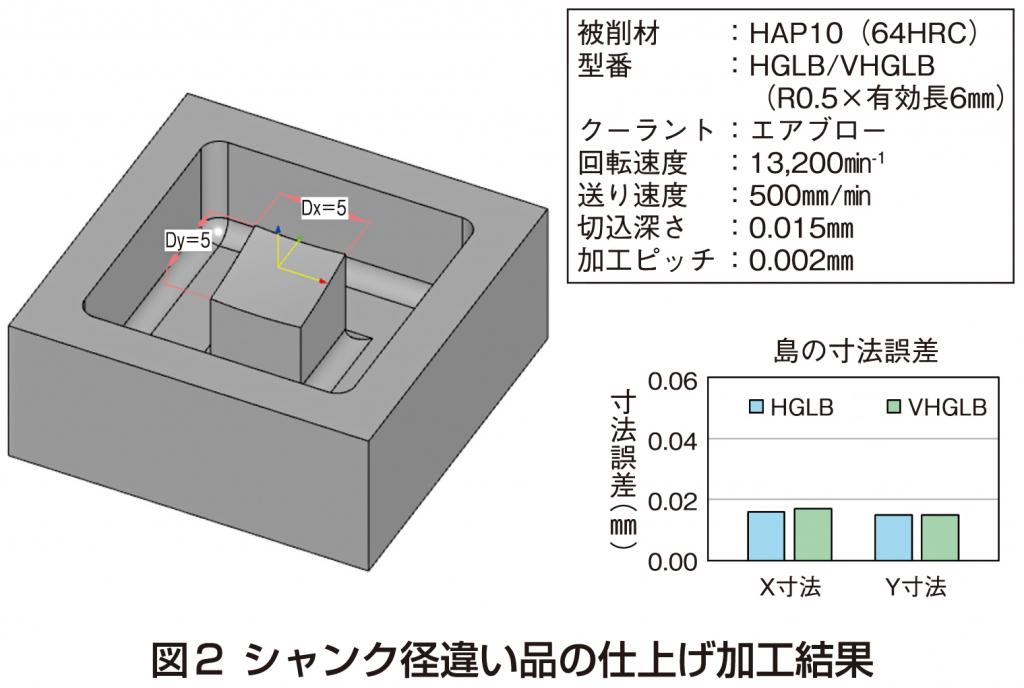
図2では実際に加工を行った際の加工精度の比較結果を示す。中央にX5ミリメートル×Y5ミリメートルの正方形の柱を残した形状加工において、シャンク径4ミリメートル品(型番名HGLB)とシャンク径3ミリメートル品(型番名VHGLB)を同じ条件で使用した。
その際、突き出し長は両者ともにシャンク部分で2ミリメートルとなるように調整している。取り代0・015ミリメートルの加工後にこの島の寸法を測定したところ、両者の寸法誤差は同等であった。
当社では金型向け高硬度材加工用のラインアップを主として、銅電極加工用や生材加工用などの従来品をVシリーズでも販売している。将来的には荒加工からcBNの仕上げ加工用工具まで、この仕様を拡大していき、ユーザーのコスト低減に貢献していく。