-
業種・地域から探す

ステンレス鋼での高品位・高能率・長寿命に応える工具
加工特性
ステンレス鋼の加工特性として「展延性が大きい」「凝着しやすい」「熱伝導率が低い」「加工硬化しやすい」などが挙げられる。この特性を一般的な鉄鋼材料である炭素鋼と比較すると、「切りくずがカールしにくい」「被削材が工具に付着して凝固する」「切りくずに熱が逃げにくく工具の刃先に熱がこもる」「加工によって材料の表面が硬くなる」といった形で、切削加工を難しくする要因となっている。そのため、エンドミル加工では、低速・低送り・低切り込みに加工条件が制限され、能率が低下することが問題となっている。
工具形状と切りくず形状
切削速度、送り、切り込み量といった加工条件だけでなく、工具形状が切りくずの形に大きく影響する。切りくずの形を変えて排出性を高めることで、切りくず詰まりや工具への凝着が改善される。
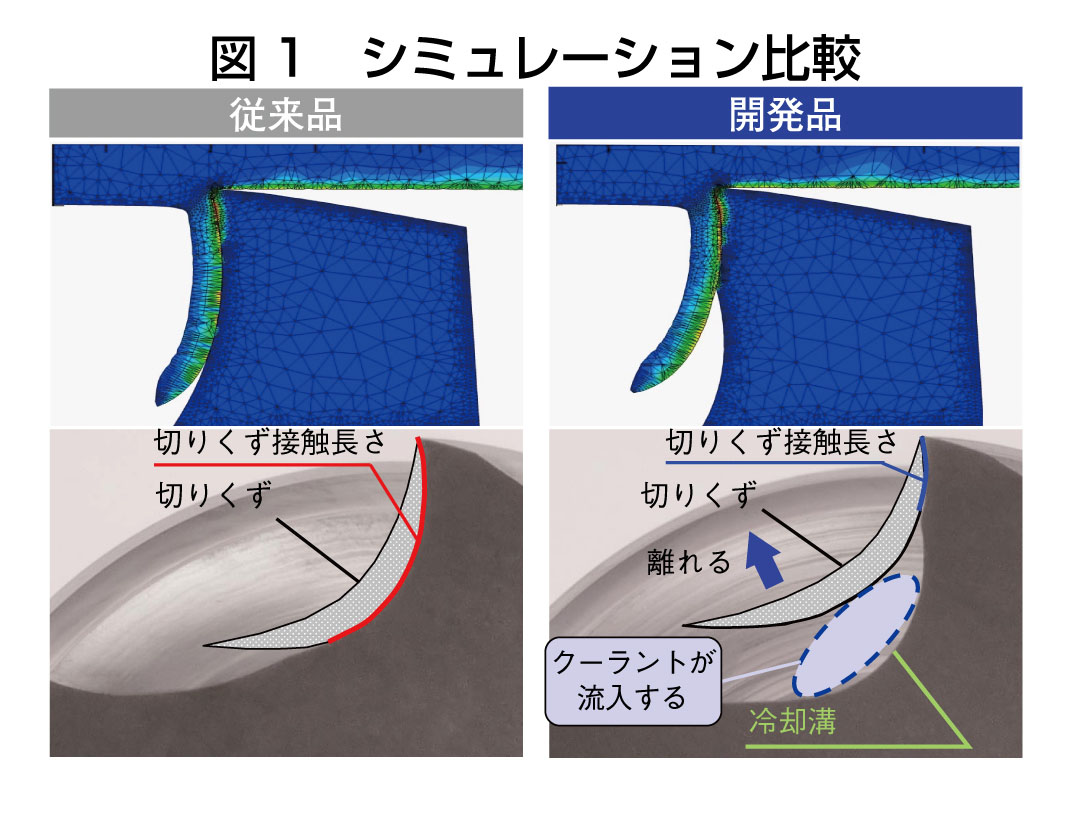
近年、シミュレーション技術やコンピューターの性能向上により、工具の試作・評価を繰り返すことなく、短時間で形状開発が可能となった。図1では、分かりやすいように2次元切削として、すくい面の形状違いによる切りくず形態を比較した。
左の従来品は、切りくずとすくい面との接触長さが長いのに対して、開発品はすくい面を2段にすることで、接触長さが抑制されていることが分かる。切りくずをより早くすくい面から離すことで、切りくず詰まりや凝着が起こりにくい工具形状となっている。
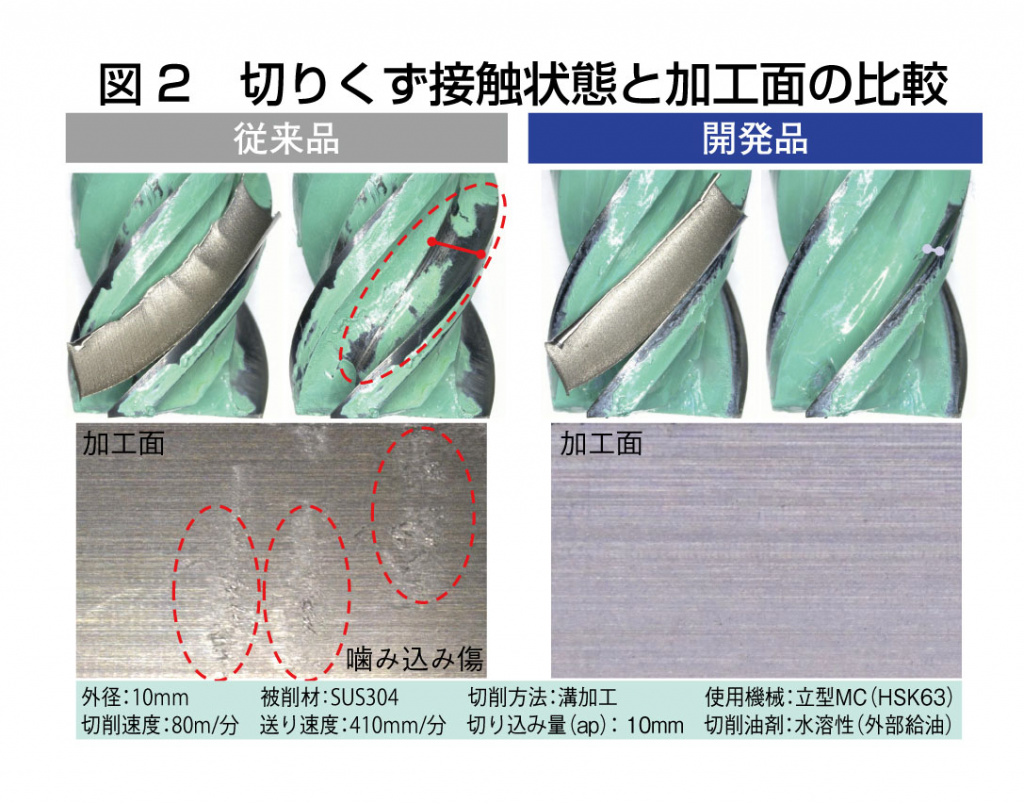
このシミュレーション結果に基づき、実際に加工評価した結果を図2に示す。溝形状だけを変えたエンドミルに、塗料を塗布して同一条件で溝加工を実施した。
左の従来品では塗料が広範囲で擦り取られており、切りくずが工具に長い時間接触し続けていることが分かる。右は、塗料が多く残っており、接触痕が均一に狭い範囲で見られることが分かる。
加工面を比較しても、一方は切りくずかみ込み痕があるのに対して、右は高品位な加工面となっている。シミュレーション結果が反映されていると言える。
切削状態の可視化
切りくずが発生した瞬間の状態をとらえることは工具開発において非常に重要で、技術の進歩がそれを可能にしてきた。ここでは、高速度カメラを用いた可視化について紹介する。
一般的なビデオカメラは、1秒間に数十コマの撮影を行っているが、高速度カメラでは1000コマ以上の撮影が可能となり、最近では4K解像度のカメラも登場している。
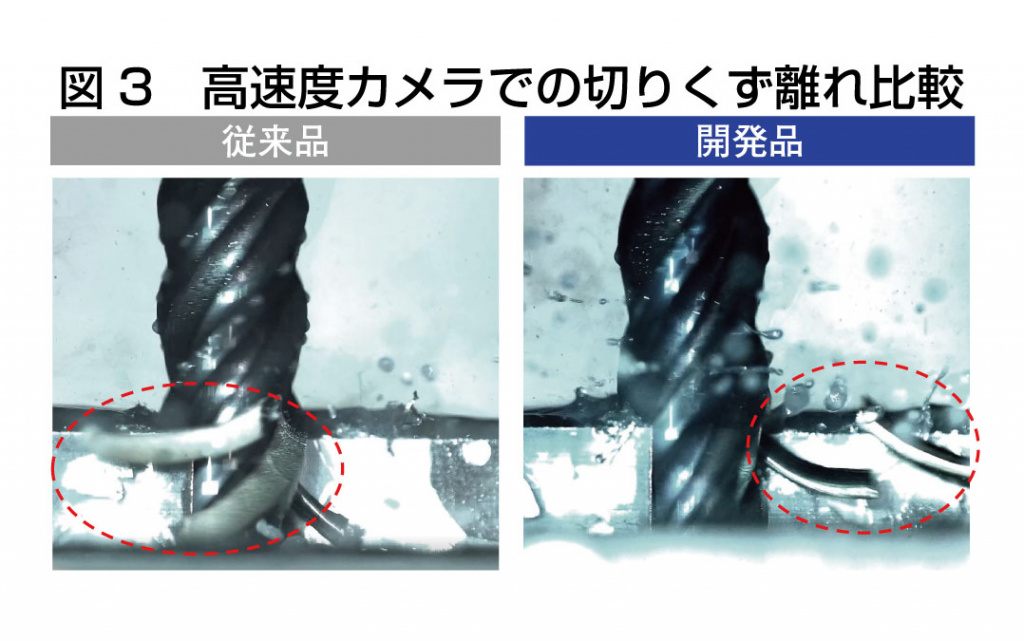
図3は、2000fps(1秒当たりの撮影枚数)で撮影した動画から取り出した画像で、左の従来品では切りくずが手前側に流れて、かみ込み(切りくずの再切削)が発生しているのに対して、開発品は切り終わった瞬間に切りくずが右側に離れていることが分かる。この切りくず離れの良さが、高能率加工を可能にする。
工具に塗料を塗って確認する原始的な方法は、切りくず形状と比較することで、事象を早期にとらえて改良につなげる材料となるが、高速度カメラはより視覚的に現象をとらえることができると言える。
切削抵抗
ステンレス鋼の加工では、刃先に熱がこもり、さらに材料表面が加工硬化することで、加速度的に工具損傷が進行する。発熱を抑えることや、クーラントによる冷却性向上が、工具の長寿命化に欠かせない。ここでは、熱の発生源となる切削抵抗に着目する。
切削抵抗の測定には、古くからロードセルを使った切削動力計が用いられている。動力計を被削材側に取り付ける固定式だけでなく、最近では工具側に取り付けることができる回転式もあり、工具にかかるトルクを直接測ることができるようになった。
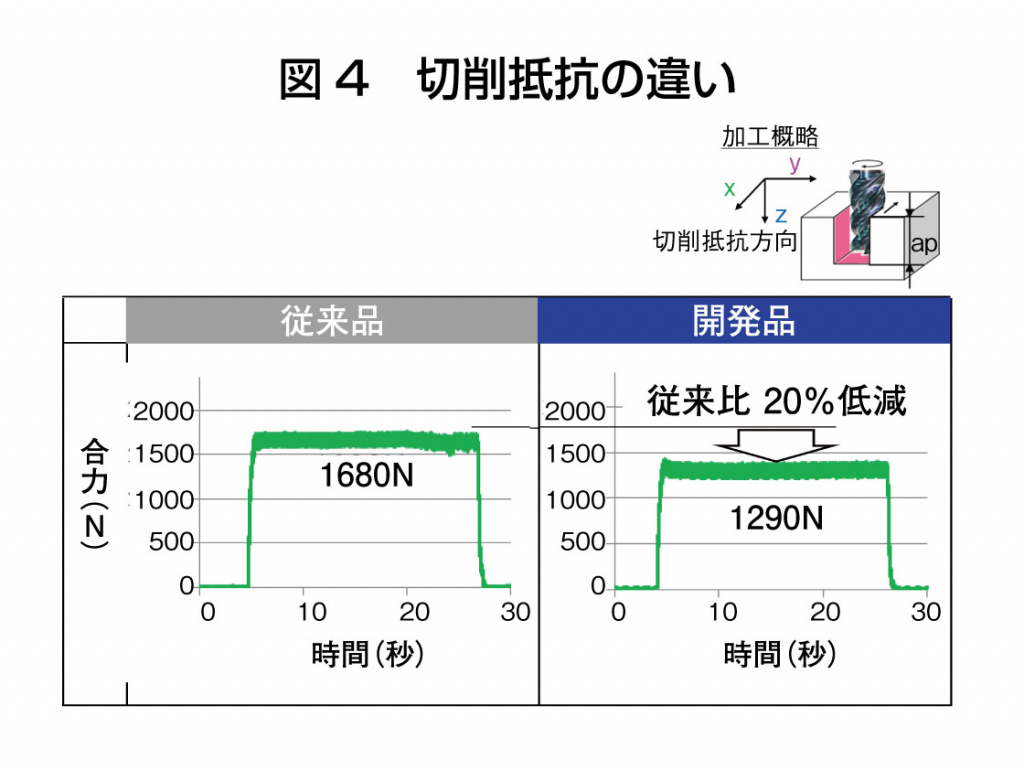
従来品と開発品の切削抵抗比較を図4に示す。前述の切りくずとすくい面の接触長さが短くなったことで、従来品に対して切削抵抗が20%低減していることが分かる。
切削温度
無線化技術の進歩により、ドリルやエンドミルといった回転工具の内部に温度センサーを取り付け、さらにツーリングに振動を測定できる装置を内蔵することで、直接的に測定できる装置が市販化されている。今回は、視覚的に分かる赤外線サーモグラフィーを用いた、間接的な評価について紹介する。
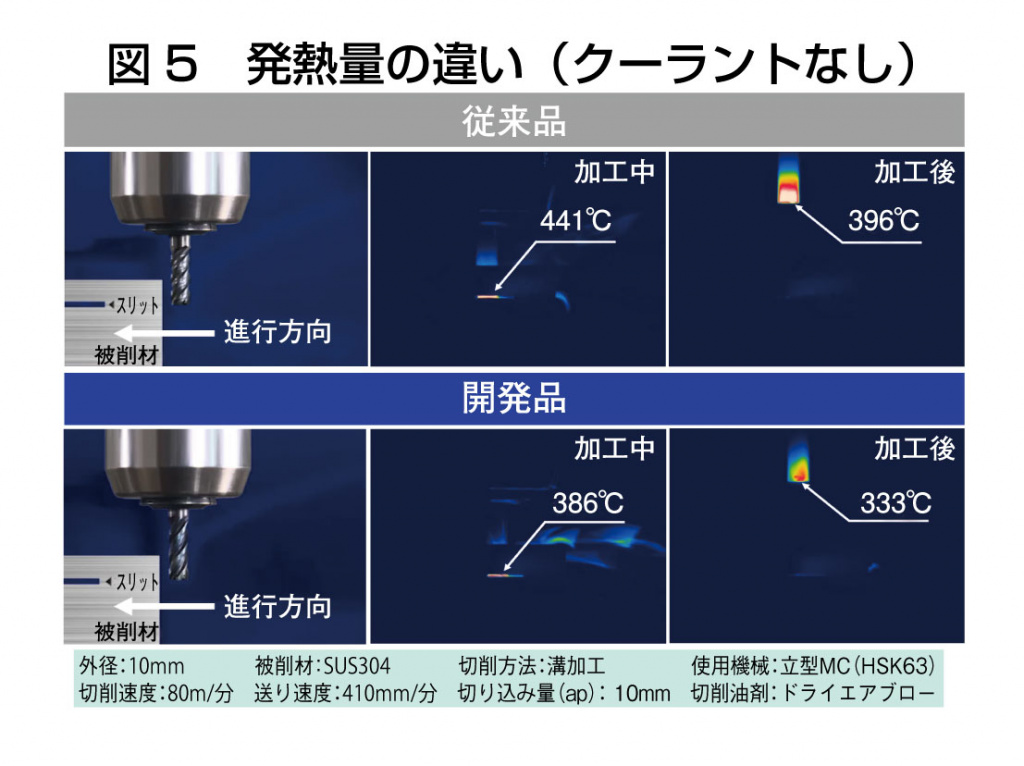
従来品と開発品による温度比較を、図5に示す。発熱の違いを検証するため、あえてクーラントを使用せずに加工を行った。間接的な評価であり、温度は絶対値ではなく相対的に見てほしい。従来品では、加工中の温度が400度Cを超えているのに対して、開発品は55度C温度が下がっていることが分かる。前述の切削抵抗の低減効果により、発熱が抑えられていると言える。
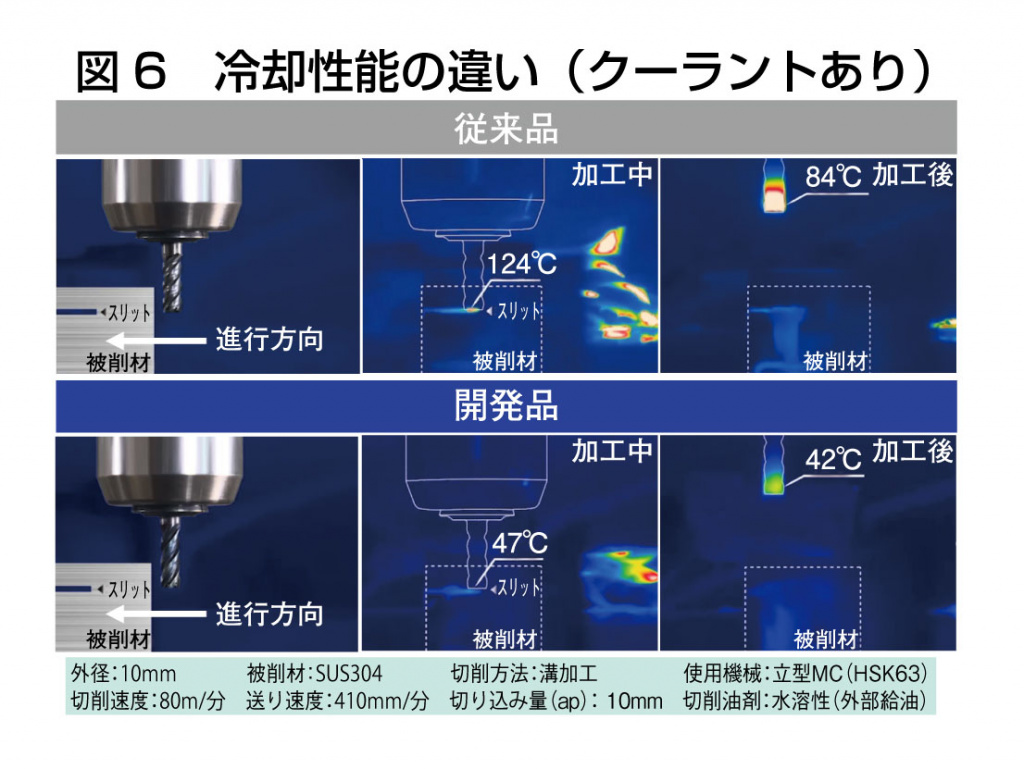
次に、クーラントを使った冷却効果について図6に示す。こちらも、従来品では100度Cを超える温度であるのに対して、開発品は77度Cも温度が下がっている。前述したように、切りくずをより早くすくい面から離すことで、切りくずと工具の刃溝間にクーラントが流入し、その部分が冷却溝として機能していると言える。
まとめ
今回、ステンレス鋼の加工特性から、工具形状の改良を行うことで、「切りくず排出性の向上」「切削抵抗の低減」「発熱抑制と冷却性能向上」を得ることができた。難削材加工における課題を解決し、工具寿命が伸びただけでなく、高能率加工が可能となり、加工精度も向上している。文中に登場する開発品は「アクアREVOミルステンレス用」として、第31回日本国際工作機械見本市(JIMTOF2022)で紹介している。
切削工具の開発を進めていく上で、加工特性を見極め、工具の基本要素である「材料」「形状」「コーティング」の3方向で改良を進めていく必要がある。そのためにも、今回紹介したような、評価技術の確立、改良は欠かせないものになっている。
最後に
カーボンニュートラル(CN、温室効果ガス排出量実質ゼロ)社会の実現に向けて、我々切削工具に関わる技術者は、環境配慮型工具の開発に注力している。高能率化や工程集約が可能な工具は、加工時の電力量の削減に貢献する。環境省が定めるサプライチェーン排出量のスコープ2に対応し、さらに工具の長寿命化は、使用量を減らすことができ、工具の廃棄(原料リサイクル)による間接排出量のスコープ3の削減につながる。
切削工具の性能を革命的なレベルにまで引き上げ、原価低減のみならず環境配慮の面においても、ユーザーの満足度向上に努めていきたい。
【執筆】不二越 工具事業部 技術部 部長 干場 俊洋