-
業種・地域から探す

- 業種から探す
- 地域から探す
- 電機・電子・情報・通信

- 工作機械・ロボット・加工技術
- 産業機械・機構部品
- 素材・化学
- 環境・エネルギー・防災
- 自動車・航空機・宇宙・鉄道
- 建設・建築・土木・道路・住宅・住宅設備
- 物流・搬送
- 食品・医薬
- イベント・ビジネス全般
- 北海道・東北地方
- 関東地方
- 中部地方
- 近畿地方
- 中国地方
- 四国地方
- 九州・沖縄地方
NC工作機械の特性と切削力の動的連成挙動
数値制御(NC)工作機械は、ベッドやコラム、サドル、テーブルといった主要構造物と各軸を駆動する送り駆動系(送り駆動系=送り駆動機構+制御系)や主軸を回転させる主軸駆動系とからなり、その特性には、主要構造物の剛性や振動減衰性、構造物間の接触部の剛性や振動減衰性、送り駆動機構のボールネジや支持軸受の特性、送り軸や主軸を駆動するモーターとその制御系の特性など、さまざまな因子による影響を受ける。また、加工中には工具と工作物との間が接触した状態となり、無加工時にはオープンループである工作機械の構造系が切削点を介したクローズドループとなる。さらに、加工中の切削力の変動はNC工作機械に対する加振力となり、それによって生じる振動変位は工具―工作物間の相対変位に影響を及ぼす。
このように、NC工作機械による切削加工は、さまざまな因子による影響が相互に影響しあう複雑な現象であり、それを理解するためには、NC工作機械の特性と切削力との間の動的な連成挙動を解明することが必要である。本稿では、NC工作機械の振動特性のモデル化を行い、各軸の案内面やボールネジ―ナット間の摩擦が周波数特性に及ぼす影響について評価した例を紹介する。また、加工中に加振試験を行う方法と、その結果から工具と工作物との間の接触が周波数特性に及ぼす影響を評価した結果を紹介する。さらに、工作機械の動的挙動と切削力の連成シミュレーションを行うことで、各軸の摩擦や工具と工作物との間の接触が切削加工の安定性に及ぼす影響をシミュレーションによって調査した結果の例を紹介する。
NC工作機械の振動モデル
-
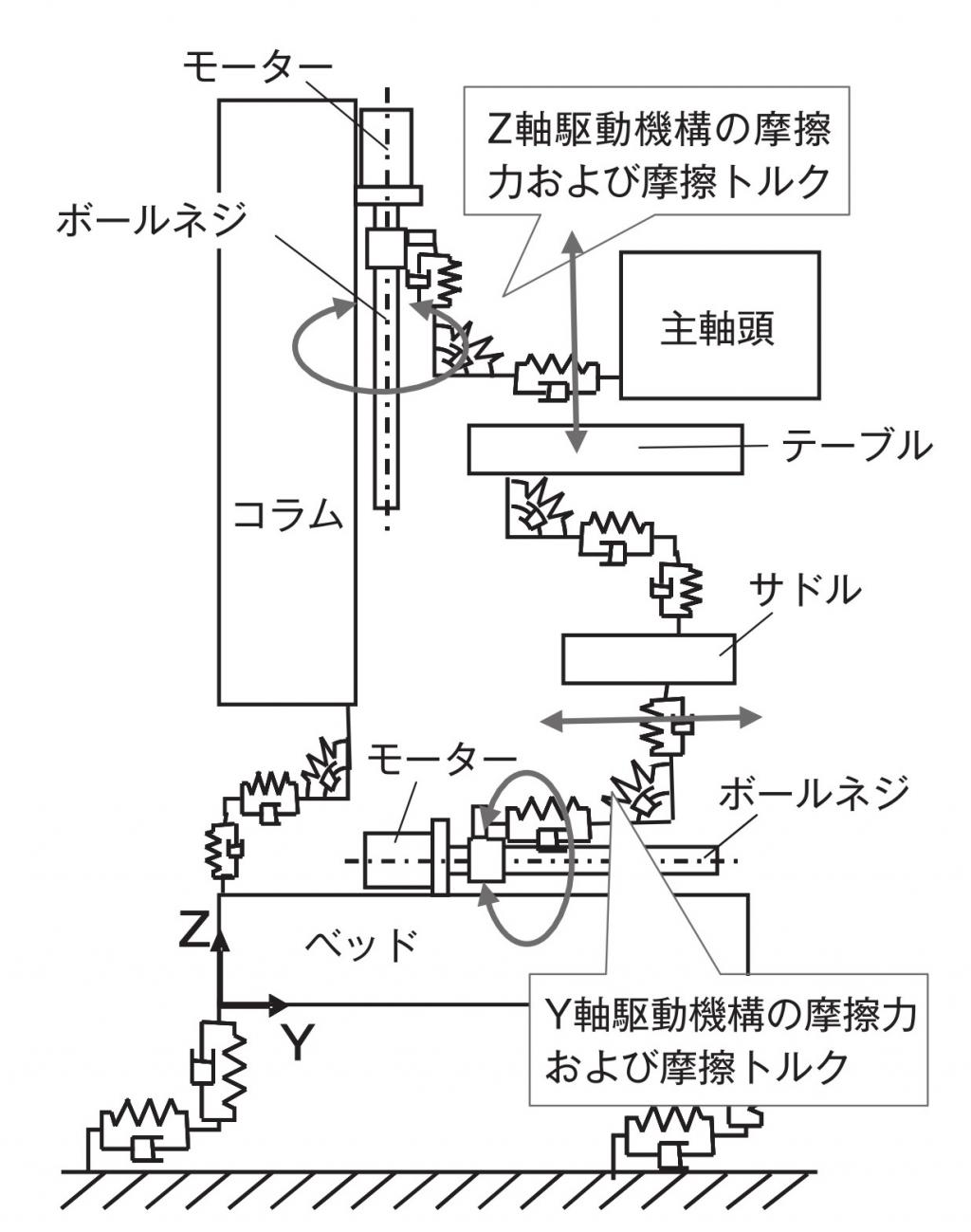
図1 立形マシニングセンターの振動モデル
立型マシニングセンターの振動モデルの例を図1に示す。図は、テーブル側にX軸とY軸、主軸側にZ軸をもつ場合の例である。主要構造物として、ベッド、コラム、サドル、テーブルおよび主軸頭があり、それぞれに並進3自由度と回転3自由度の計6自由度の運動が考慮される。ベッドとコラムの間には、並進方向と回転方向のばねおよびダンパが考慮され、ベッドと床面との間には、4か所に並進方向のバネとダンパが配置されている。
コラムと主軸頭との間にはZ軸送り駆動機構があり、Z軸方向のバネとダンパは、送り駆動機構を構成するボールネジ系の軸方向剛性および振動減衰性となるほか、X方向とY方向および各回転方向のバネとダンパは、Z軸の運動を案内する直動案内機構の剛性および振動減衰性となる。また、コラムと主軸頭との間には、Z軸方向に案内機構の摩擦力が作用するほか、Z軸回りにボールネジ―ナット間およびボールネジ支持軸受の摩擦トルクが作用する。
モデル化の対象としたマシニングセンターでは、Y軸の上にX軸がのった構造となっている。この場合、ベッドとサドルの間にY軸送り駆動機構、サドルとテーブルの間にX軸送り駆動機構があり、ベッドとサドルの間には、Y軸案内機構の摩擦力とボールネジ―ナット間および支持軸受の摩擦トルクとが作用する。なお、図1はYZ平面上での投影図であるため、X軸の送り駆動機構は図中に描かれていないことに注意されたい。
直動案内機構およびボールネジ―ナット間に発生する摩擦力および摩擦トルクには、数百マイクロメートル(マイクロは100万分の1)以下の微小変位領域で「非線形バネ特性」と呼ばれる特性を示し、振動特性に影響を及ぼすことが知られている。筆者らは、この非線形バネ特性をモデル化して図1の振動モデルに組み込むことで、非線形バネ特性が振動特性に及ぼす影響をシミュレーションで表現することに成功している。
各軸の送り駆動機構は、回転系と直進系にわけた2自由度系としてモデル化されている。モーターの運動を制御する制御系もモデルに考慮されており、モーターの回転角度をフィードバック信号とする位置制御系とモーターの回転角速度をフィードバック信号とする速度制御系のモデル、およびモータードライバのモデルとからなる。主軸頭とテーブルとの間には工具と工作物があり、加工によって切削力が発生すると、主軸頭とテーブルにそれぞれ逆向きで等しい力が外乱として作用する。その外乱力は送り駆動機構を介してモーターに作用し、制御系によって外乱力に応じたモータートルクが発生されるため、NC工作機械の特性と切削力との間の動的連成挙動を考える際には、制御系の特性も考慮することが重要である。
NC工作機械の周波数特性に及ぼす摩擦の影響
-
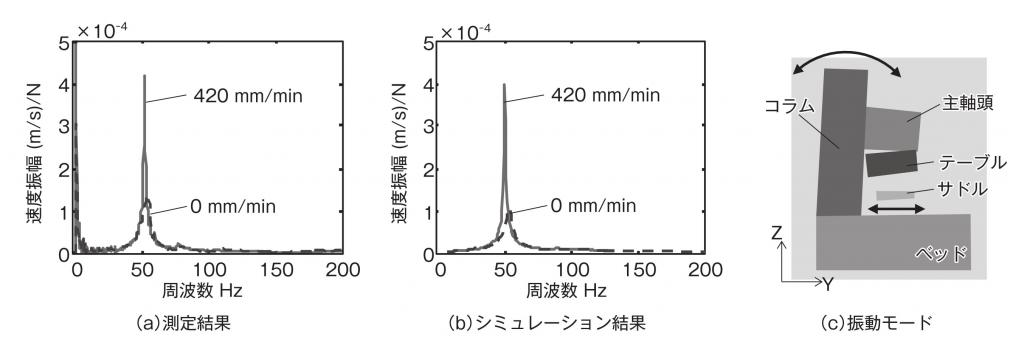
図2 Y軸方向加振時の周波数特性と振動モード
インパルスハンマによってテーブルをY軸方向に加振し、加速度計でそのときのテーブルのY軸方向加速度を測定する。その結果から、Y軸方向の周波数特性を計算した結果を図2(a)に示す。また、振動モデルでも同様にテーブルのY軸方向に加振力を与えることで周波数特性をシミュレーションでき、その結果を図2(b)に示す。
図からわかるように、測定結果とシミュレーション結果の両方において、50ヘルツ付近に大きな振動振幅がみられる。図2(c)の振動モード解析結果によれば、この振動は、ベッドに対してコラムが倒れ込むとともに、サドルがY軸方向に並進運動し、さらにサドルに対してテーブルがX軸回りの回転運動をするモードである。
周波数特性の測定とシミュレーションは、Y軸を動かさない停止中(毎分0ミリメートル)とY軸を毎分420ミリメートルで送り運動させた場合の2通りで行っている。図2からわかるように、停止中の振動振幅は、送り運動中の振幅と比べてかなり小さい。これは、Y軸駆動機構に存在する摩擦の「非線形バネ特性」による影響である。すなわち、停止中にはその振動振幅は摩擦特性が非線形バネ特性を示す数百マイクロメートルとなるため、摩擦の非線形バネ特性の影響によってより大きな振動減衰性がもたらされ、振動振幅が小さくなったと考えられる。このことは、摩擦の非線形バネ特性を考慮せずに周波数特性をシミュレーションした場合、停止中であっても送り運動中と同じ大きさの振幅となることからも確認されている。
加工中の周波数特性の評価
-
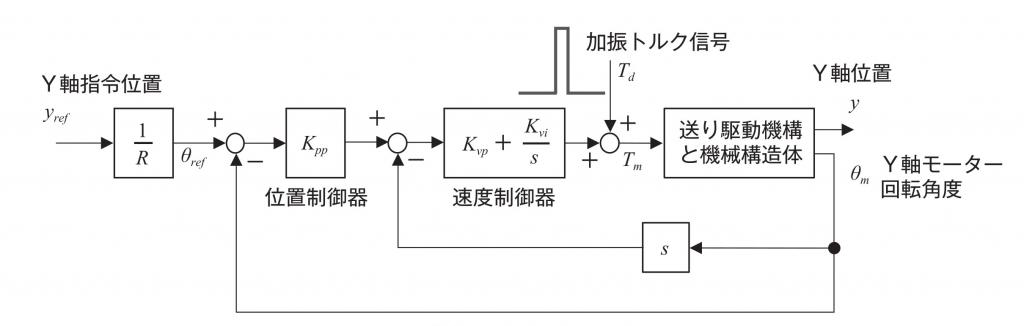
図3 Y軸送り駆動系のブロック線図 -
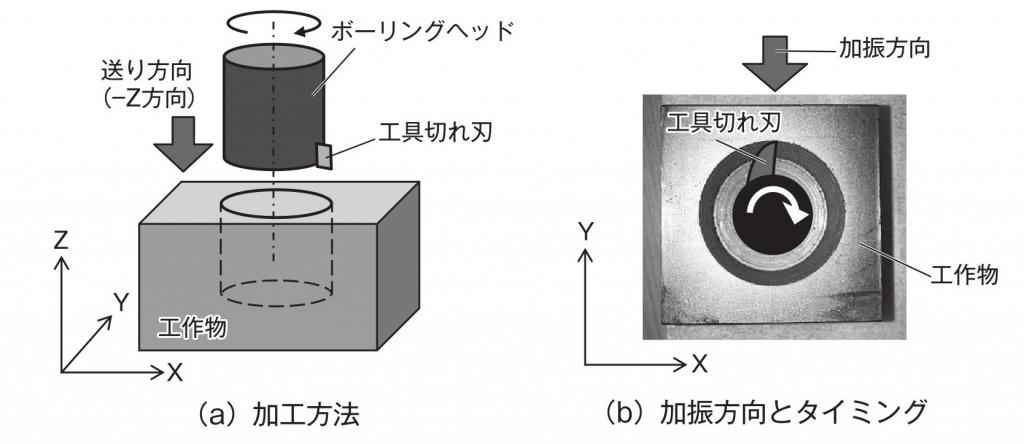
図4 加工中の加振試験の方法 -
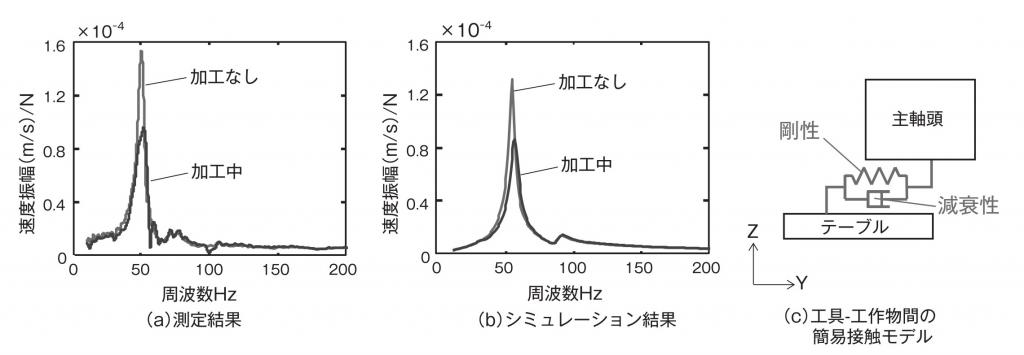
図5 周波数特性に及ぼす工具―工作物間の接触の影響
切削加工中には、工具と工作物との接触によって周波数特性が変化していると考えられる。さらにその際には、工作物と接触している工具切れ刃の向きによる影響もあると予想される。インパルスハンマによる方法では、加工中の加振試験は危険であるほか、高速回転する切れ刃の向きにあわせて加振することは不可能に近い。そこで筆者らは、インパルスハンマによる加振に代えて、モーターのトルク指令にインパルス状の加振信号を印加する方法を考案した。
Y軸送り駆動系の模式的なブロック線図を図3に示す。
速度制御器の後ろ側に加振トルク信号を印加することで、モーターインパルス状のトルクを発生し、送り駆動機構を介してY軸方向に加振される。さらに、加振トルク信号を印加するタイミングを主軸回転角度信号と同期させることで、切れ刃が所定の方向を向いた瞬間に加振することが可能である。
工具切れ刃と工作物との接触が周波数特性に及ぼす影響を評価するために、図4(a)に示すようなボーリング加工試験を行った。加振方向はマイナスY方向とし、図4(b)に示すように、工具切れ刃の逃げ面がプラスY方向を向いた瞬間に加振トルク信号を印加する。その結果、工具切れ刃の逃げ面が仕上げ加工面に押し付けられるとともに、振動によって切り込み深さの変動が生じることになる。加工中に周波数特性を測定した結果を図5(a)に示す。図によると、加工中には50ヘルツ付近の振動の振幅が小さくなり、周波数もわずかに上昇している。
加工中に工具と工作物が接触している状態は、簡易的に図5(c)のように考えることができる。この簡易モデルを図1の振動モデルに追加し、周波数特性のシミュレーション結果が加工中の周波数特性とできる限り一致するように、接触部の剛性と減衰係数を同定した。
その結果、剛性は2・5N/μm、減衰係数は3・35kN/(m/s)となった。そのときの周波数特性のシミュレーション結果を図5(b)に示す。これらの値は、工具切れ刃の向きや切り込み深さ、切削速度などのほか、工具および工具ホルダの特性や工作物系の特性による影響も受けると考えられるが、本稿では、この同定結果を用いてシミュレーションを行った結果を紹介する。
NC工作機械の動的挙動と切削力の連成シミュレーション
-
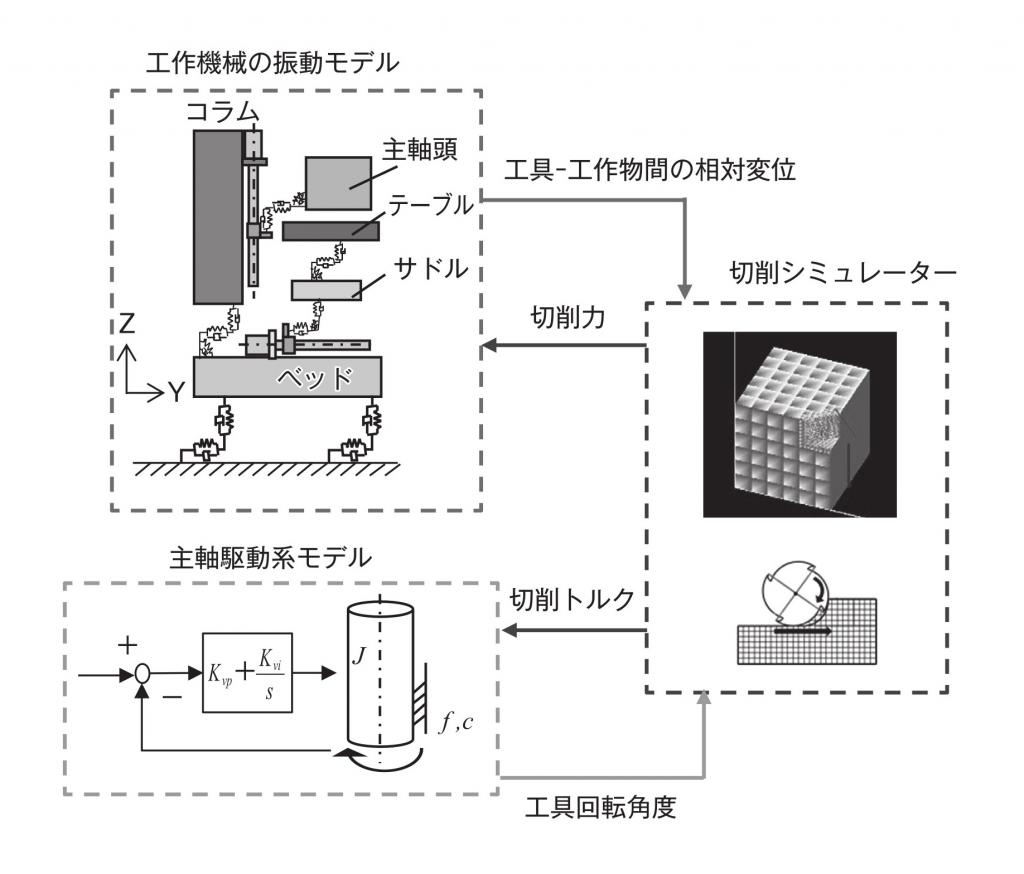
図6 NC工作機械の動的挙動と切削力の連成シミュレーション -
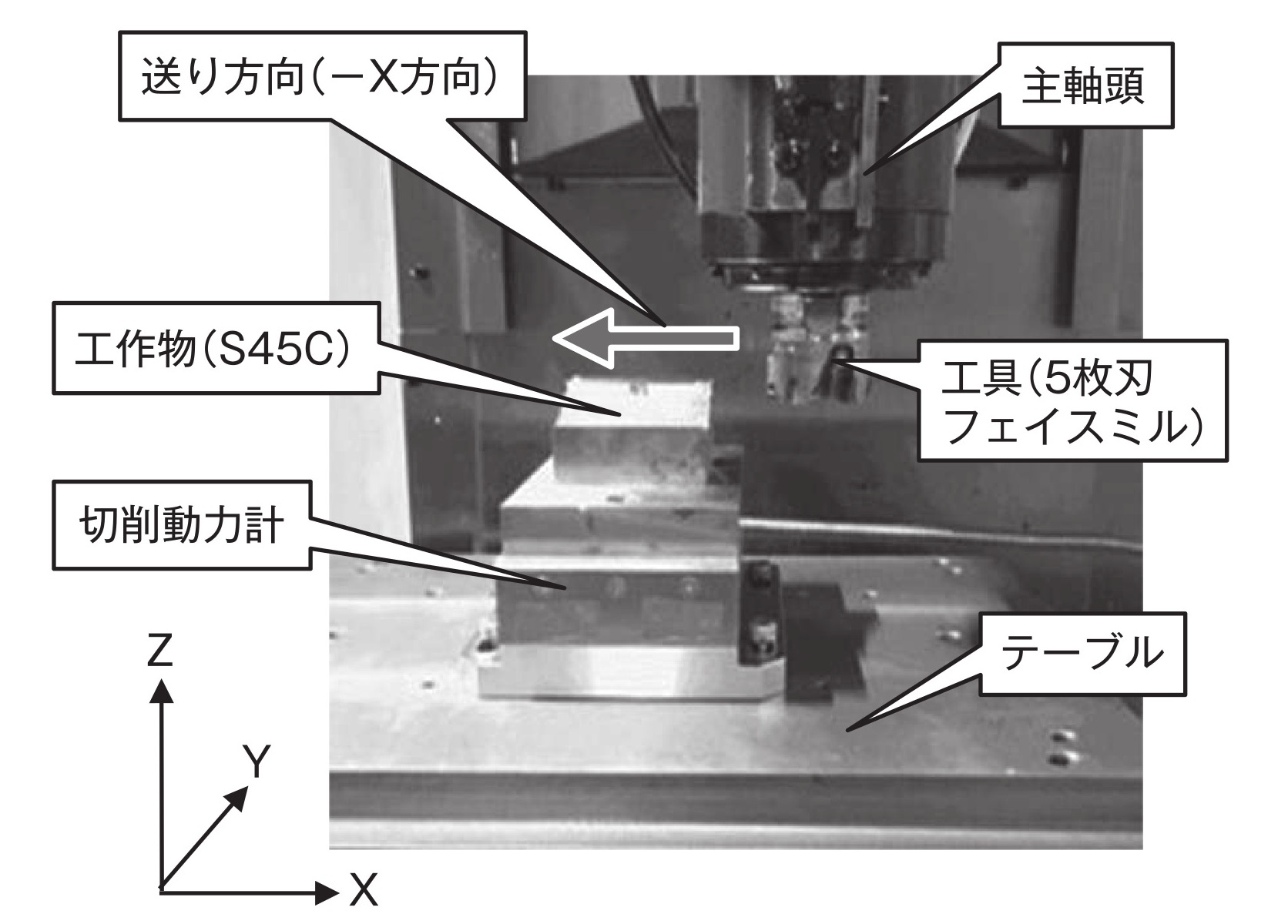
図7 加工試験の様子 -
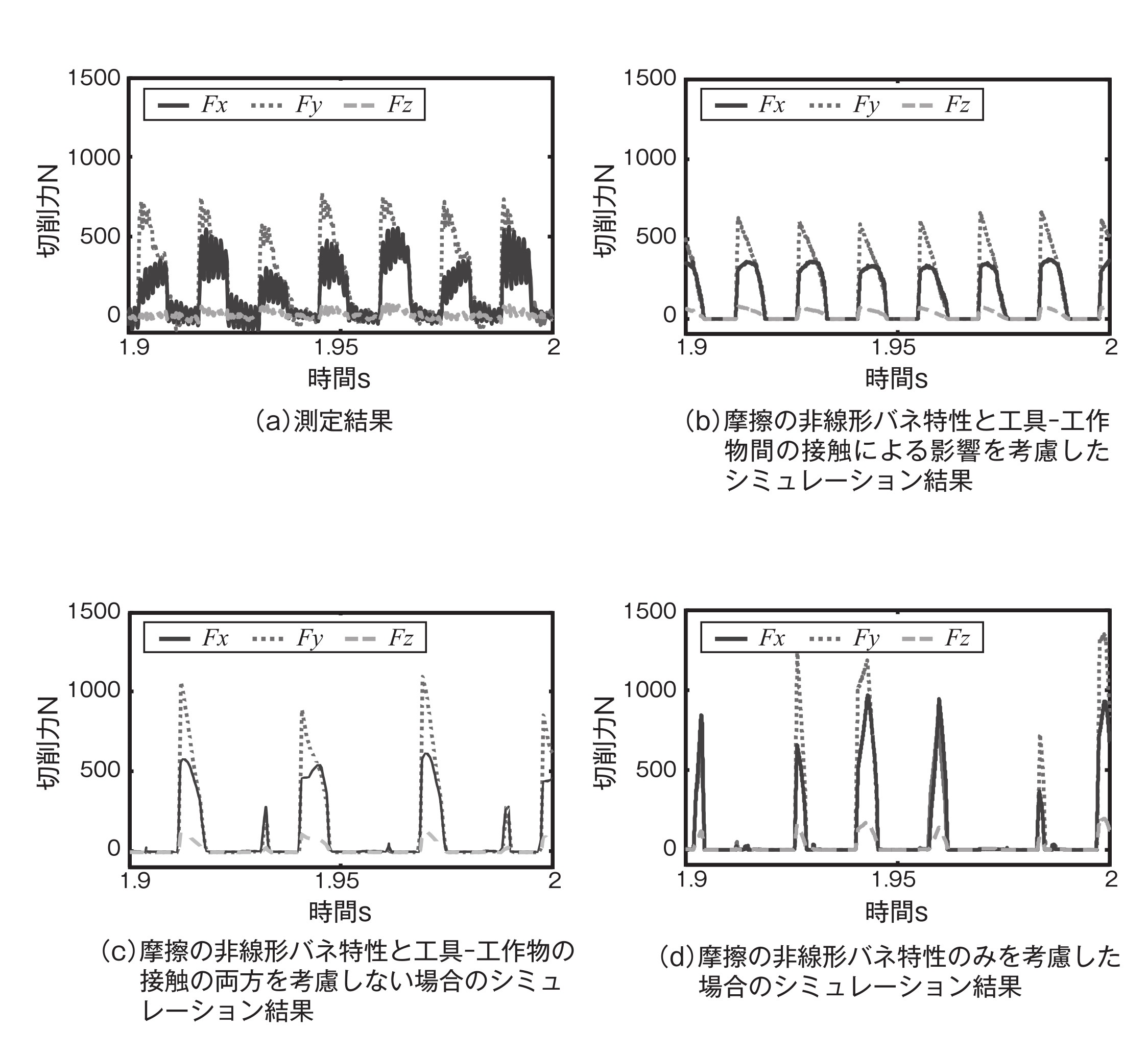
図7 切削力の測定結果と条件を変えた連成シミュレーション結果の比較
筆者らは、NC工作機械の特性と切削力との間の動的な連成挙動をシミュレーションで表現することに成功している。連成シミュレーションの概要を図6に示す。
図1の振動モデルの各軸に位置指令を入力し、工具と工作物との間の相対変位をシミュレーションするとともに、主軸駆動系のモデルを用いて工具の回転角度をシミュレーションする。その結果を切削シミュレーターに入力することで3方向の切削力および切削トルクを計算するとともに、加工後の形状もあわせて記録する。切削力と形状の計算には、工作物を小さな立方体(ボクセル)の集合体として表現したモデルを用いている。
この方法では、切れ刃が通過した際に除去されるボクセルの数から切削力を計算し、さらに、ボクセルが取り除かれた状態を保存することで加工後の形状を表現できる。ただし、この方法ではあくまで工具切れ刃を表す線分とボクセルとの間の重なりのみを判定して切削力を計算するため、例えば工具切れ刃の逃げ面方向に変位したとしてもボクセルが取り除かれ、切削が行われてしまう点が現実とは異なる。このため、工具逃げ面が接触した状態をシミュレーションで表現するためには、図5(c)のような接触状態のモデル化が必要になる。
計算された3方向の切削と、切削点と主軸頭およびテーブルとの間の距離によって生じるモーメントを振動モデルの主軸頭とテーブルに外乱力として印加する。さらに、切削トルクを主軸駆動系モデルに外乱トルクとして印加することで、切削力が工具と工作物との間の相対変位に及ぼす影響と、切削トルクが工具回転角度に及ぼす影響をシミュレーションする、上記の処理を計算周期ごとに交互に繰り返すことで、NC工作機械の動的挙動と切削力との間の連成シミュレーションが実現できる。
NC工作機械と切削力との間の同定な連成挙動が加工現象に及ぼす影響を評価するために、図7に示すような加工試験とそのシミュレーションを行った。5枚刃のフェイスミルでS45Cブロックを加工し、そのときの切削力を水晶圧電式の動力計で測定する。送り方向はマイナスX方向とし、半径方向切り込み量と軸方向切り込み量はともに5ミリメートルとした。主軸回転数は毎分840回転、X軸の送り速度は毎分420ミリメートルである。この場合、加工は下向き削りとなり、プラスY方向の切削力が最も大きく作用する。また、加工中にはY軸は送り運動を行わないため、Y軸方向の周波数特性は非線形バネ特性の影響を受けた状態となる。
切削力の測定結果と連成シミュレーション結果を図7に示す。結果は、定常加工中の0・1秒間の波形を示しており、切れ刃通過周波数は70ヘルツであるので、安定した加工状態では、0・1秒間で7回の切削力の変動が生じる。
図7をみると、図7(a)の測定結果では、0・1秒の間に7回の変動がみられ、安定した加工が行われていることがわかる。切削力のX方向成分であるFxには、波形に細かな変動がみられるが、これは、切削動力計のX方向の共振周波数による影響が現れたものであることがわかっている。
連成シミュレーションは、振動モデルに考慮する特性を変えた3通りの条件で行っている。
まず、図7(b)は、周波数特性に影響を及ぼす因子である。摩擦の非線形バネ特性および工具と工作物との間の接触による影響の両方を振動モデルに考慮した場合のシミュレーション結果である。この場合には、測定結果と同様に、0・1秒の間に切れ刃通過周波数による7回の切削力の変動がみられ、安定した切削が行われていることがわかる。一方、図7(c)は、周波数特性に影響を及ぼす、摩擦の非線形バネ特性と工具および工具と工作物との間の接触による影響の両方を考慮せずにシミュレーションを行った場合の結果である。この場合には、切削力の波形は大きく乱れており、これは、工具と工作物との間に実切り取り厚さよりも大きな振幅の振動が生じ、工具と工作物との間が離れたり、または極端に大きな切り込みが生じたりしていることを表している。図7(d)は、周波数特性に影響を及ぼす因子のうち、摩擦の非線形バネ特性のみを振動モデルに考慮した場合の結果である。この場合にも、切削力の波形には大きな乱れが生じており、安定した加工状態にはない。これらの結果から、加工の安定性には、工具と工作物の接触による影響が大きく寄与していることが示唆される。
おわりに
NC工作機械の特性と切削力との間の動的な連成挙動や加工の安定性については、過去から現在に至るまでさまざまな研究や議論がなされており、本稿で紹介した結果から特定の事実が断定されるものではない。しかし、近年脚光をあびている、「デジタルツイン」とも呼ばれる技術の一つとして、仮想空間内で現象を表現し、現実世界との対比によってさまざまな現象を解明する取り組みについて、生産加工・工作機械分野における一例を示すものであると考えている。ここで紹介したようなシミュレーション技術を活用すれば、例えば摩擦特性を意図的に変更するなど、実験的には検証が難しい内容についても検証が可能となり、科学技術の発展に大きく貢献できるはずである。ただし、その場合には、シミュレーションで得られる内容の妥当性について、これまで以上に注意深く考察と検証をする必要があることは論じるまでもないであろう。
【執筆】
名古屋大学大学院工学研究科
特任教授 佐藤 隆太