-
業種・地域から探す

小径・深穴開け加工技術(2023年5月)
さまざまな機械部品で小型化や精密化が進み、使われる素材が多様化している。これに伴い、特殊な分野で活用されてきた小径・深穴開け加工の活躍の場が広がり、より高能率で高精度な加工が求められている。切削工具メーカー各社では、特殊な鋼材や非鉄金属材の加工に対応した切削工具を開発するなど、高度化する加工ニーズに応えている。そこで、今回は住友電工ハードメタルのデザイン開発部ラウンドツール開発グループの神代政章氏と高橋洋一氏に小径・深穴加工における高能率化や高精度化に対する最新の製品・技術動向について解説してもらった。
高能率、高精度加工ニーズに応える穴開け加工事例
1.はじめに
近年の自動車・医療・空圧機部品の小型化の中で、穴加工工具には小径・深穴化が要求されている。しかしながら従来のハイスドリルや油穴付き超硬ドリルでは、市場で要求される高い加工能率や加工安定性を達成させることが難しくなっている。そこで、本稿では非鉄金属加工用オーロラコート「マルチドリルMDA型(以下、MDA型)」での高能率・高精度加工を中心に小径深穴開け工具を紹介する。
2.MDA型による高能率・高精度加工
-

マルチドリル「MDA型」
MDA型(写真)は非鉄金属加工用でドリル径1.0ミリ―3.0ミリメートルに対して穴深さ3D(有効加工深さが工具径の3倍)、5D、10D、15D、20D用を直径0.1ミリメートルごとにラインアップし、小径深穴の高能率・高精度加工を実現する油穴付きダイヤモンドライクカーボン(DLC)コーティング超硬ドリルである。中径サイズの直径3.1ミリ―12.0ミリメートルでは、3D・5D・10Dもラインアップした。
非鉄金属向け工具課題
非鉄金属用の従来工具には次の課題があった。①安定した切りくず排出ができないため、ステップ加工や加工条件を下げる必要がある。②切りくず排出性を重視した溝設計にするとドリル全体の剛性が低くなり、穴精度に問題が生じる。
これらに対してMDA型は、①新DLCコーティングであるオーロラコートXによってドリル表面の平滑性を向上し、高能率加工時の切りくず排出性を大幅に向上した。②新溝設計と新しいシンニング形状によりドリル剛性向上と切りくず排出の安定化を両立、加えて食い付き性を改善できたことで穴精度の向上を達成し、これまでにない小径・深穴の高能率・高精度加工が可能となった。
アルミ合金ダイカストの加工事例
-
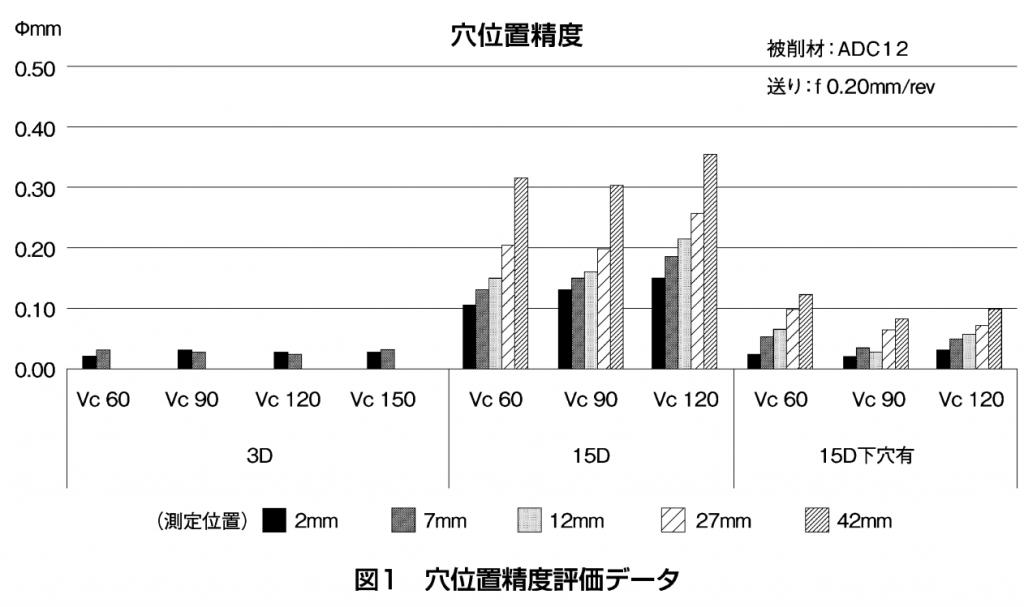
図1 穴位置精度評価データ
図1はアルミニウム合金ダイカスト(ADC12)をMDA型直径3ミリメートルドリルの3D、15Dと、さらに下穴有りの15Dで加工を行った時の穴位置精度データを示す。加工条件は1回転当たりの送り量(f)が0.2ミリメートル、内部給油元圧2メガパスカルとし、15Dの下穴有の評価は3D用ドリルで深さ6ミリメートルの下穴加工後に15Dで加工した。
評価結果から、ドリルの長さにより食い付き性が大きく変化し、ドリル剛性の影響が大きいことがわかる。直径1.0ミリ―3.0ミリメートルのMDA型の回転送りはドリル径の10%送りが可能であり、送り速度はF=毎分5000ミリメートルでの高能率加工も可能である。切削速度については穴精度への影響が小さいことから、能率優先での条件設定を推奨する。また穴精度がそれほど厳しくない場合には、15D用も下穴加工なしで高能率穴加工が可能である。深穴加工で穴精度が必要な場合は、下穴加工後に深穴用ドリルで加工すればより高い精度を確保することができる。
高強度アルミ合金の加工事例
次に高強度アルミニウム合金(A6061)の穴加工評価の結果を示す。一般的にアルミニウム合金の中でも切りくず処理性が最も悪いとされており、多くの場合、高能率での加工が困難である。MDA型は新シンニング形状と切れ刃外周の切れ味を向上したことで、従来工具では達成できなかった切りくずの分断を実現した。これにより、従来はステップ加工で切りくずを分断する必要があったが、ノンステップ加工かつ高送りで加工することが可能となった。
顧客での実際の加工事例を紹介する。A6061の加工対象物(ワーク)に対して直径2.3ミリメートル、3Dと、直径2.3ミリメートル、20D用のドリルを用いた下穴有りの加工である。切削速度(Vc)は毎分105メートル、1回転当たりの送り量(f)は0.08ミリメートル、給油は内部給油元圧2メガパスカルで穴深さ45ミリメートルの貫通穴をノンステップで加工。従来は内部給油式ドリルのステップ加工で1穴に27秒を要していたが、MDA型は2.4秒と10倍以上の高能率加工を実現した。穴曲がりも抑制できたことから耐折損性も大幅に向上し、寿命前の折損率が従来の5%から0.02%まで改善した。
無酸素銅の加工事例
-
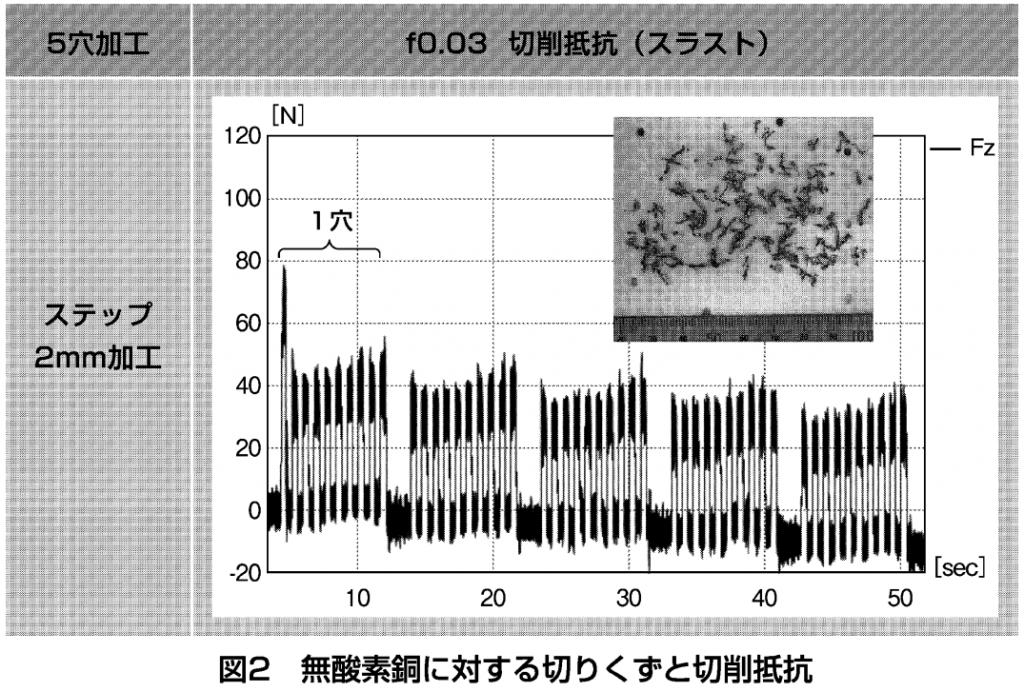
図2 無酸素銅に対する切りくずと切削抵抗
続いて無酸素銅(C1020P)の穴加工事例を紹介する。無酸素銅は切りくず処理性が非常に悪く、MDA型でも確実な切りくず分断は難しいが、ステップ加工で従来工具より安定した穴開けが可能となる。詳細結果を図2に示す。
工具は直径2.8ミリメートル、10Dを使用し、切削速度(Vc)は毎分105メートル、1回転当たりの送り量(f)は0.03ミリメートル、穴深さ20ミリメートルを2ミリメートルステップで加工した結果、切りくずの分断と安定した切削抵抗を得ることができた。
顧客の使用環境では外部給油の場合もあるが、内部給油と同条件での加工が可能である。無酸素銅以外の材料としては黄銅や青銅の高能率加工も可能である。
次にアクリルの穴加工事例を紹介する。アクリルの穴加工では内壁の透明度を要求される場合がある。
アクリル内壁の加工、温度抑制重要
内壁の透明度や光沢を得るには加工温度を抑えることが重要であり切れ刃外周部の切れ味が必要であることから、従来はハイスドリルが主に使用されている。しかしながら、穴位置精度を優先するとドリル剛性が低いために、加工条件を大きく下げる必要があった。
MDA型はハイスドリル並みの切刃外周部の切れ味と新DLCコーティングによる負荷低減効果で刃先温度の上昇を抑え、高剛性設計による穴精度向上から従来ハイスドリルに対して加工能率が20%向上した。本加工においては、温度上昇抑制のために内部給油を推奨する。
上記に示した様に非鉄金属加工用マルチドリルMDA型は種々の非鉄金属材への適用が可能である。
3.結びに
本稿では、非鉄金属材に対する小径・深穴の高能率、高精度加工を実現するオーロラコートマルチドリルMDA型を紹介した。アルミニウム合金をはじめとした非鉄金属材は、今後さらにさまざま分野で適用されると予想されており、MDA型は多様な穴開け加工に対して貢献するものと期待される。
