-
業種・地域から探す

バリ取り・エッジ仕上げ工程の前に、まず自社製品の「エッジ品質」を定めよう!
部品の信頼性 左右
昨年年11月、4年ぶりのリアル開催となった第31回日本国際工作機械見本市(JIMTOF2022)では、自動化・省人化をはじめデジタル化、積層造形(AM)など今後の製造業の中核となる最新鋭の機械・技術が一堂に集結し、大盛況のうちに終了したことは記憶に新しい。
機械加工技術の精密化はもちろんのこと微細加工やAM加工が各種提案されていた。いずれも加工後のバリ取り・エッジ仕上げ、表面仕上げや洗浄などの後処理工程が機械加工工程の中でますます重要なキーポイントになってきている。特に処理された部品のエッジ品質が製品の機能・性能を大きく左右することになる。
設計技術者は図面上の部品のエッジに「バリなきこと」「糸面取りのこと」などと定性的な記述で済ませ、加工基準を具体的に指示しないまま現場作業者に委ねているのがほとんどである。しかし設計技術者は、部品にエッジ機能を持たせるために必要とする特性を明確にして「エッジ品質」を決定しなければならない。それを規定したものが次の二つの規格である。
●JIS B 0051 製図―部品のエッジ―用語及びその指示方法
●JIS B 0721 機械加工部品のエッジ品質及びその等級
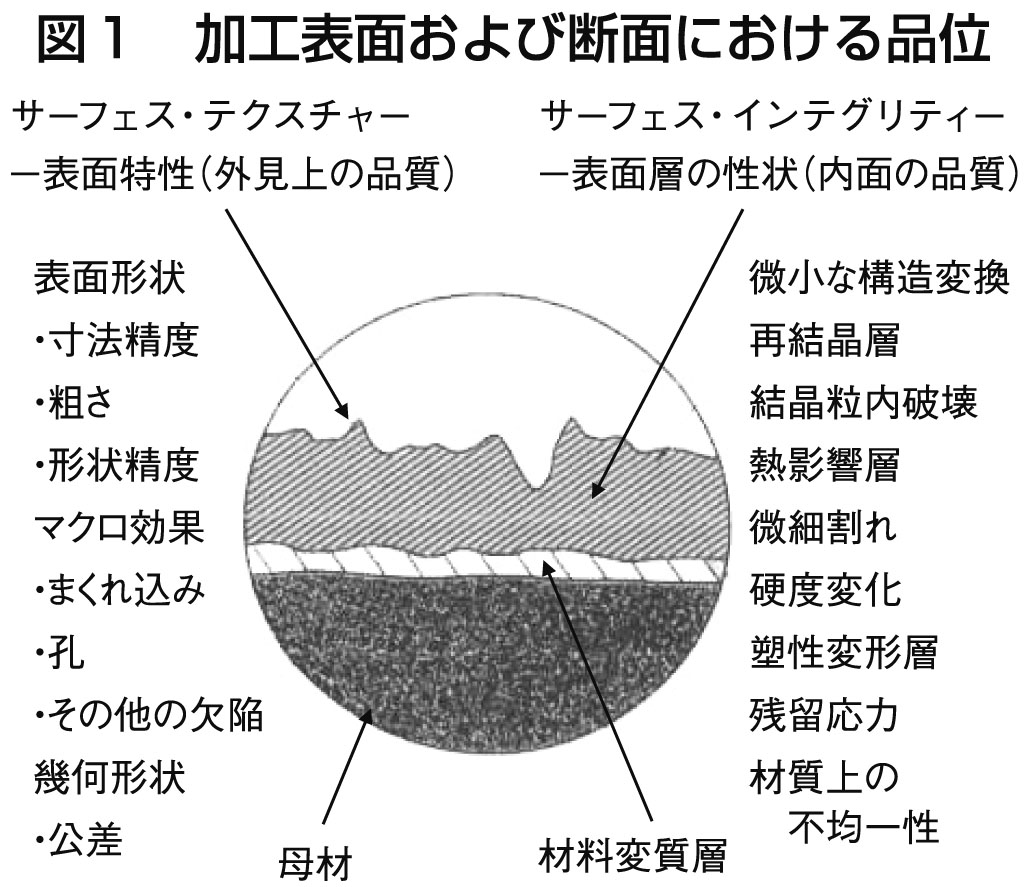
機械加工後のエッジを含む周辺の加工表面および表面層は、切削力やそれに伴って発生した熱応力によって、図1に示すように母材材質とは異なった性質を持つようになる。したがって、エッジ機能は表面の幾何学的形状とともに表面層の材質的性質に大きな影響を受けることになる。
この加工表面の幾何学的形状をサーフェス・テクスチャー(表面性状)、加工表面層の材質的性状をサーフェス・インテグリティー(表面層性状)といい、部品エッジ機械的強度、疲労強度、寿命や信頼性に重大な影響を及ぼす。
【エッジ品質の要素】
繰り返すが、設計技術者は部品にエッジ機能を持たせるために必要とする特性を明確にするとともに「エッジ品質」を決定しなければならない。エッジ品質とは製品の特性を十分に発揮するための部品エッジの特性を表したものである。その特性は次の3項目として設計上に表示される。
①エッジおよびその周辺の幾何学的形状(サーフェス・テクスチャー)?機械加工によって形成されるエッジの寸法、幾何公差、粗さ、真直度などの形状精度を示す。
②エッジおよびその周辺の表面性状(サーフェス・テクスチャー)=機械加工によってエッジ表面上に現れる粗さ、表面うねり、ツールマーク、キズ、欠けや表面付着物などの表面品質を示す。
③エッジおよびその周辺の表面層性状(サーフェス・インテグリティー)=機械加工によって発生した加工応力、加工熱や異物侵入などの外的因子によってエッジ表面層に生成した加工焼け、微小亀裂、加工硬化、残留応力、ブローホールなどの欠陥や異常状態を示す。
【部品のエッジ形状】
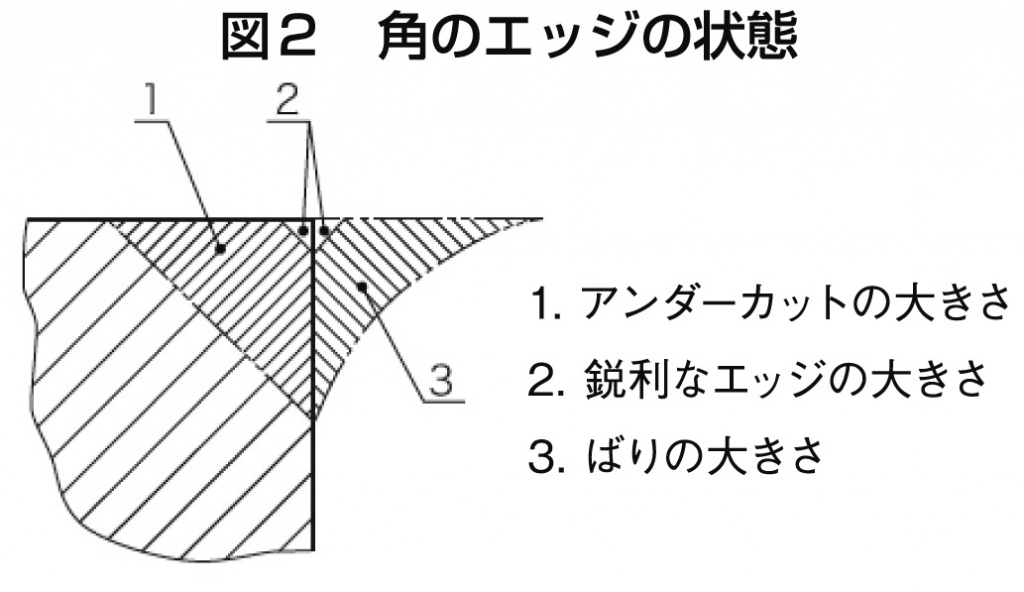
角(かど)のエッジの状態を示すと図2のようになる。同図において、2の鋭利なエッジ(sharp edge)は部品の幾何学的に正しい形状からほとんどゼロに近い偏差を有する角のエッジとし、二つの平面が90度で交わるエッジであれば鋭利なエッジとなる。3のバリ(JISでは現在のところ平仮名表記で「ばり」と統一している)は部品の外側の残留物としており、部品表面から内部へ向く凹面は表面欠陥の範囲にあるとしている。
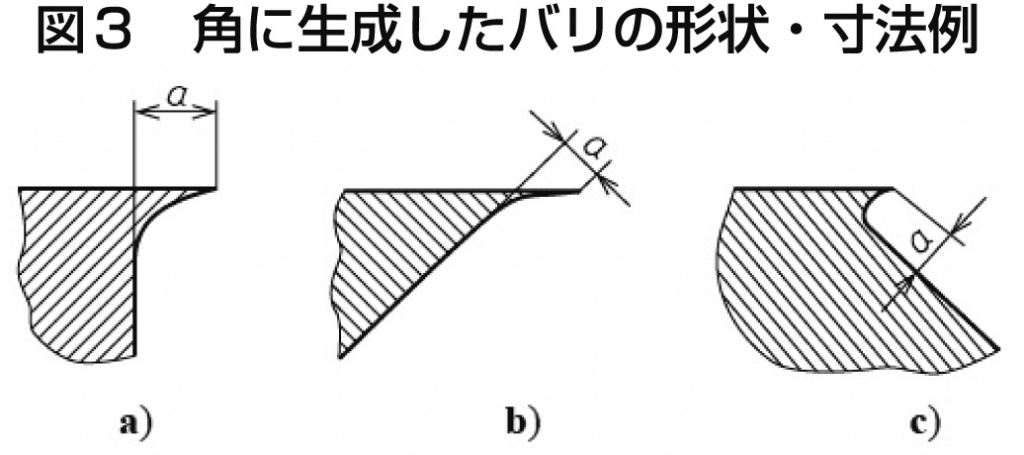
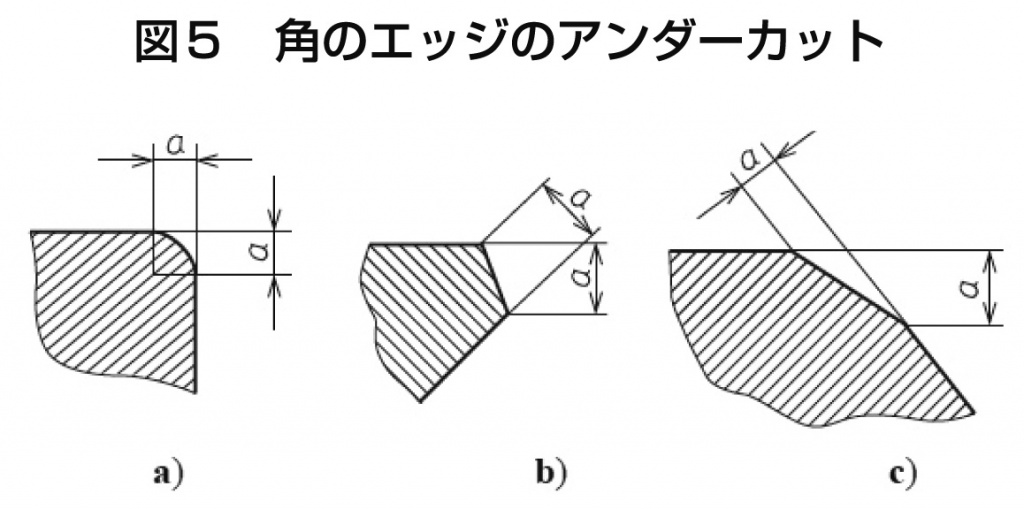
さらに1のアンダーカット(under cut)は、歯車の伝動において歯数の少ない時に歯元付近の干渉によるへこみと同様の現象がエッジ部に起こることから呼ばれており、角のエッジの幾何学的に正しい形状に対する内側への偏差としている。JISではバリの形状・寸法を、図3に示すように角のエッジにおける幾何学的な形状の外側の残留物で、機械加工や成型工程によって部品上に生成する残留物であると定義している。
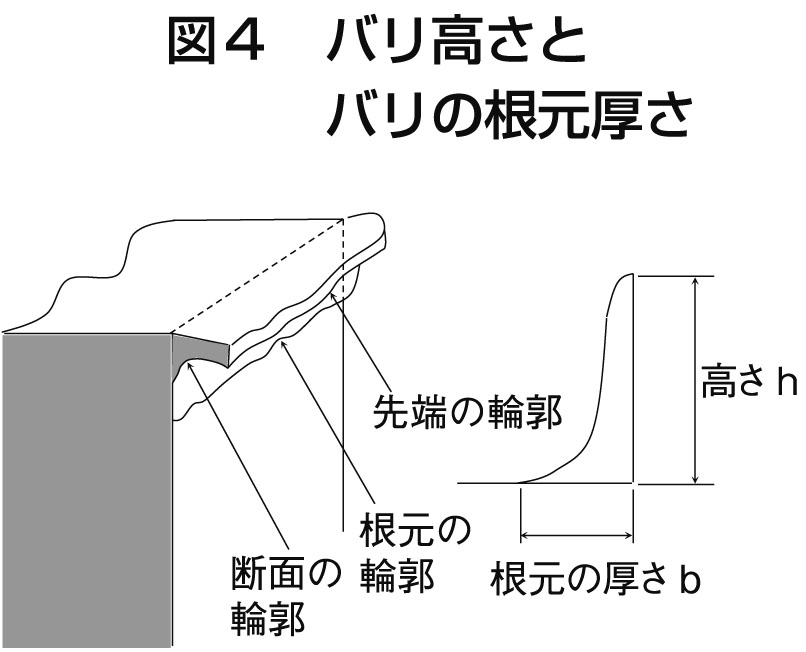
ここでは、バリの寸法をバリ高さだけで示しているが、実際には図4のようにバリの根元厚さを見逃すことができない。バリ取り・エッジ仕上げの観点からみれば、どちらをバリの寸法として採用するかはエッジ品質によると考えられる。一方、角のエッジの幾何学的な形状に対する内側および外側への偏差であるアンダーカットの寸法を図5に示すように規定している。
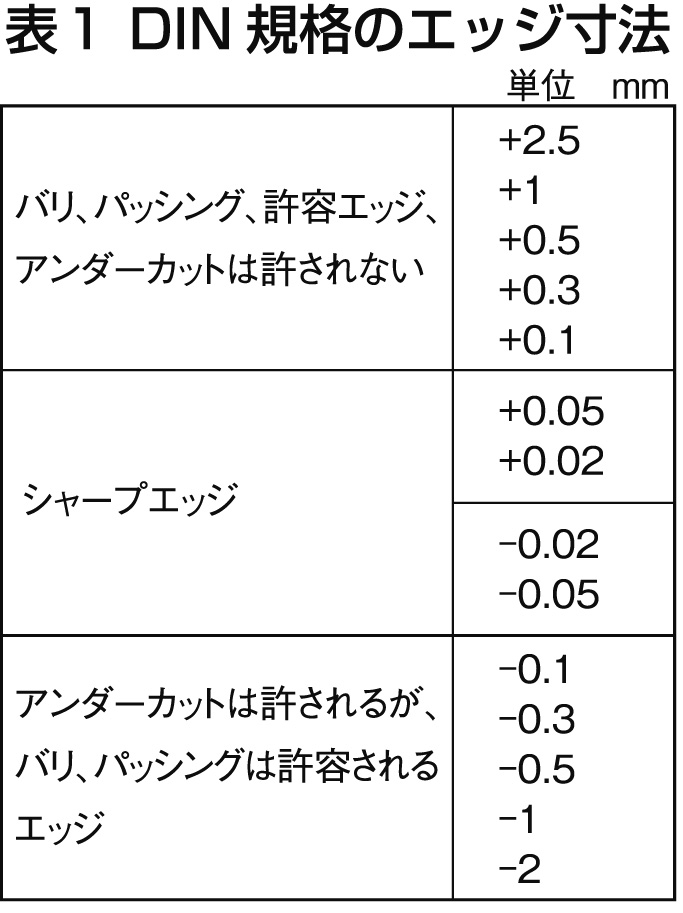
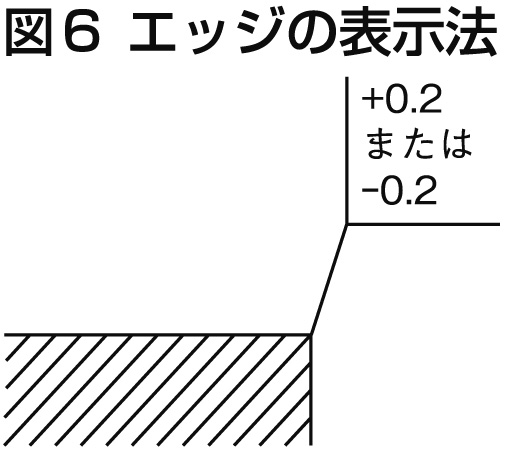
エッジに関する世界で唯一の国家規格として、表1および図6に示すようにドイツのDIN6784(1974)が制定されていたが、2000年度に国際標準化機構(ISO)規格として正式化された。しかしながら、このISO13715は厳密な意味での「エッジ品質」を規定した規格ではなく、工学的機能を持たないエッジの図面上における表示法を規定したものにすぎないと言える。
【エッジ品質の基準】
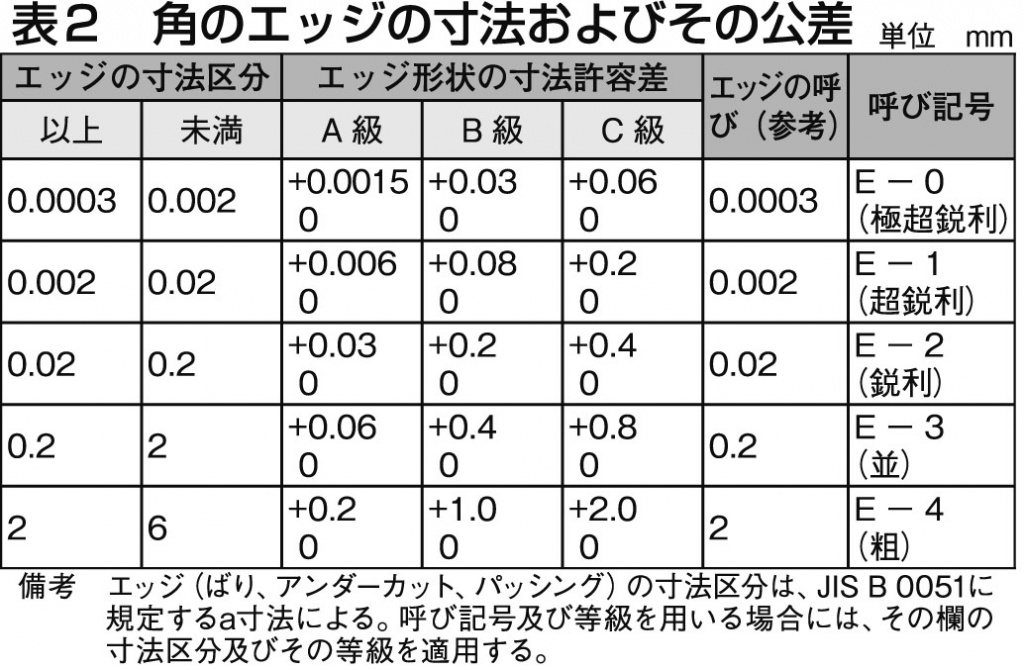
①機能する角のエッジの寸法およびその公差に対する品質基準は、表2に示すように寸法範囲を設ける。
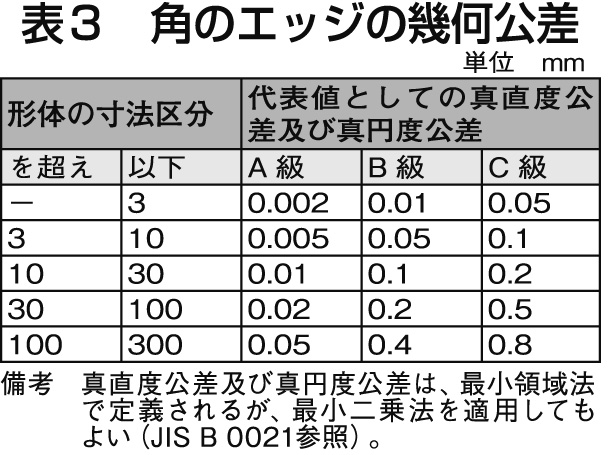
②機能する角の幾何公差に対する品質基準は、表3に示すように寸法区分ごとに真直度公差および真円度公差を設ける。
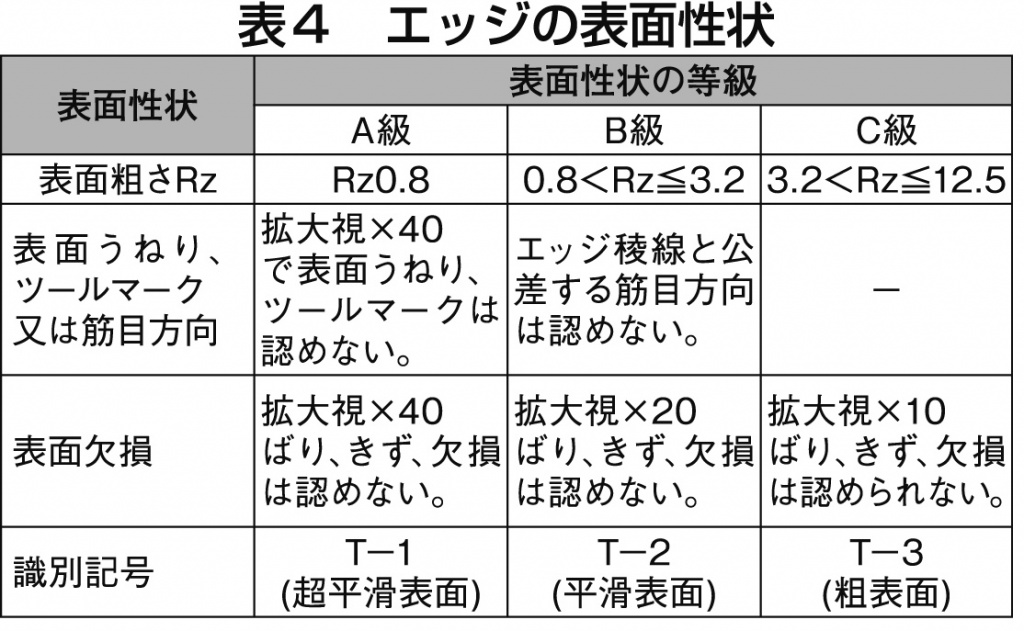
③機能するエッジの表面性状に対する品質基準は、表4に示すように等級を設ける。表面粗さを個々に指示する必要がある場合には、JIS B 0031によって個々に指示する。
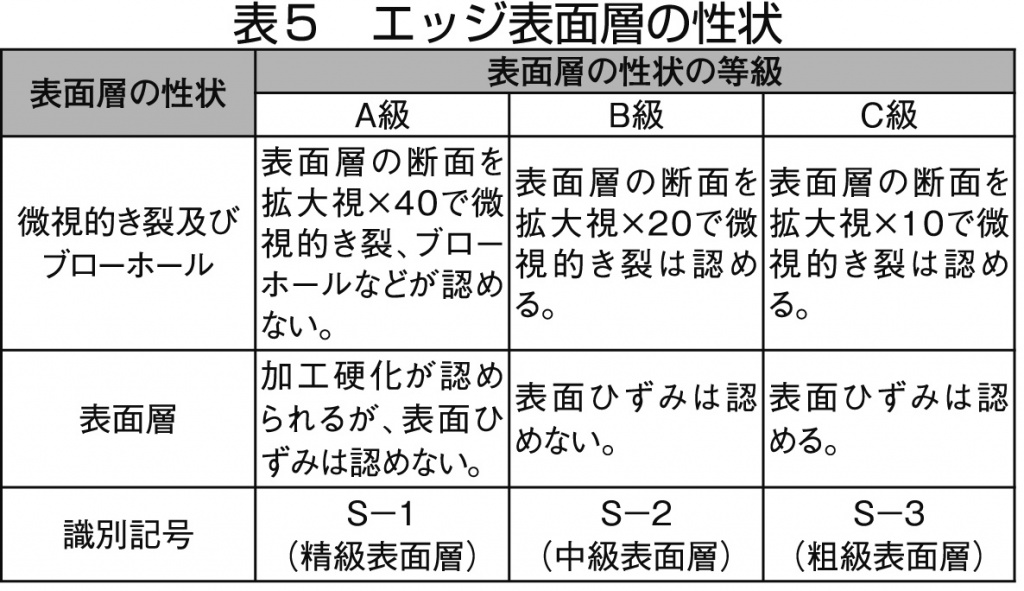
④機能するエッジの表面層の性状に対する品質基準は、表5に示すように等級を設ける。
【エッジ品質の指示方法】
「エッジ品質」の設計図への指示方法は、次の事項のいずれかを表題欄の中、その付近または図中において指示する。
①この規格の規格番号及び等級【例】JIS B 0721―B
②この規格の規格番号、呼び記号及び等級【例】JIS B 0721―E3ーA
③「エッジ品質」の特定要素の等級だけを変更して指示する場合【例】JIS B 0721―B、表面性状はA級
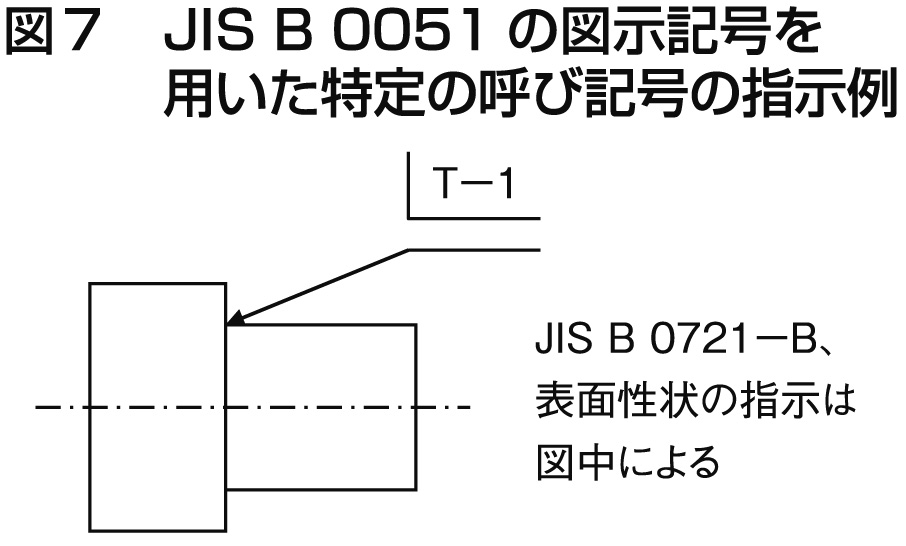
④JIS B 0051に規定する図示番号を用いて特定の形体に「エッジ品質」の等級を指示する場合、図7に示すように指示する。
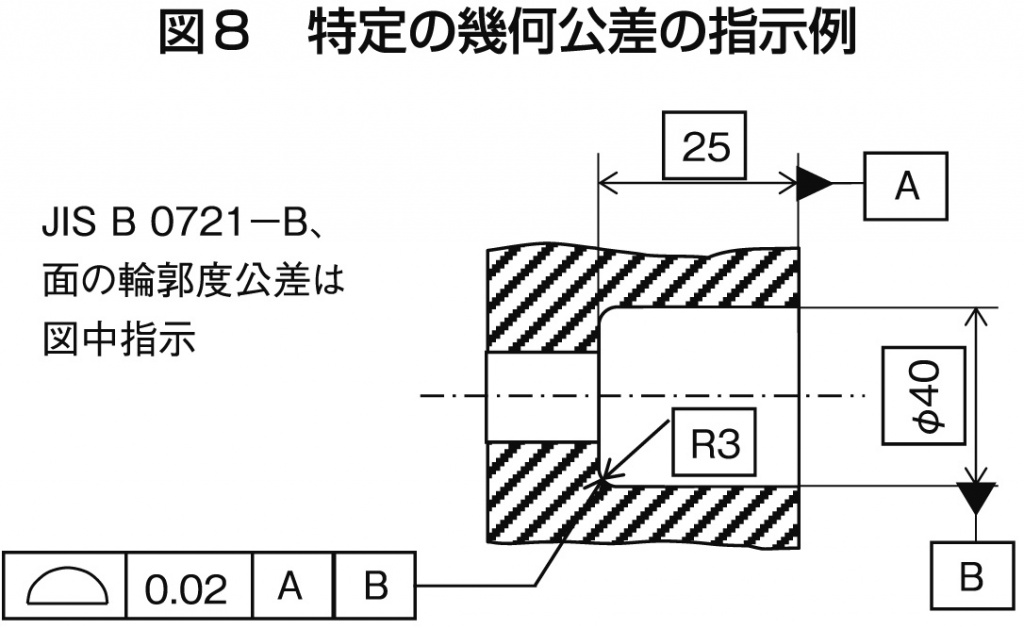
⑤設計要求として隅のエッジに特定の幾何公差を追加する場合、JIS B 0021によって図8に示すように公差記入枠を用いて指示する。
【エッジ形状の指示方法】
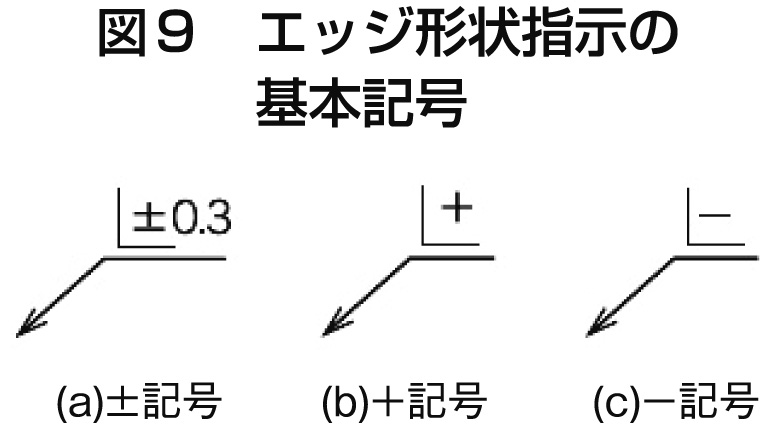
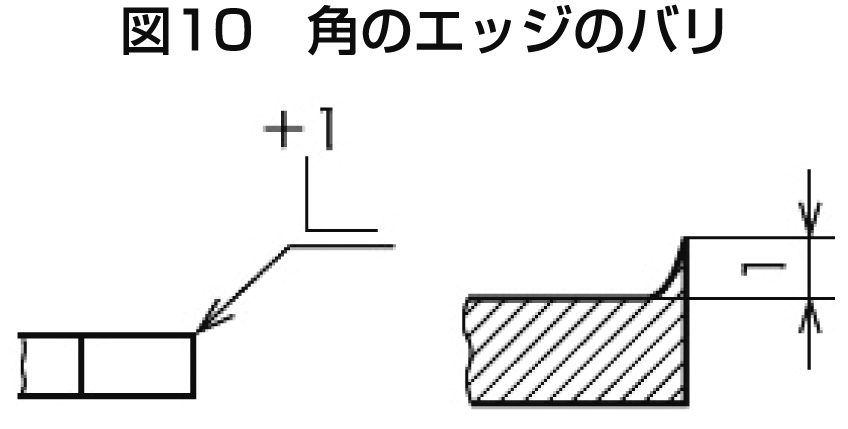
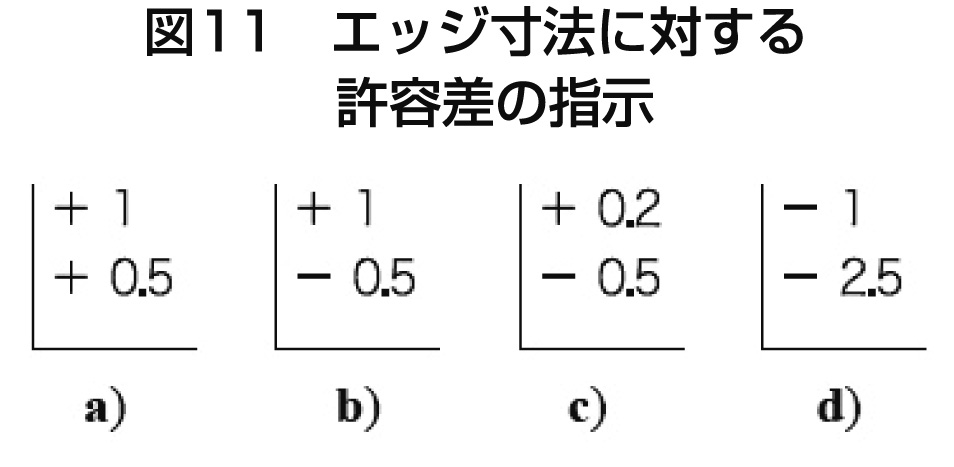

部品のエッジ形状の指示は、図9に示す基本記号および表6を用いて個々に行う。また、角のエッジに許容されるバリ方向は図10のように指示する。さらにエッジ寸法に対する許容差の指示は、上の寸法許容差を上側、下の寸法許容差を下側に図11に示すように指示する。
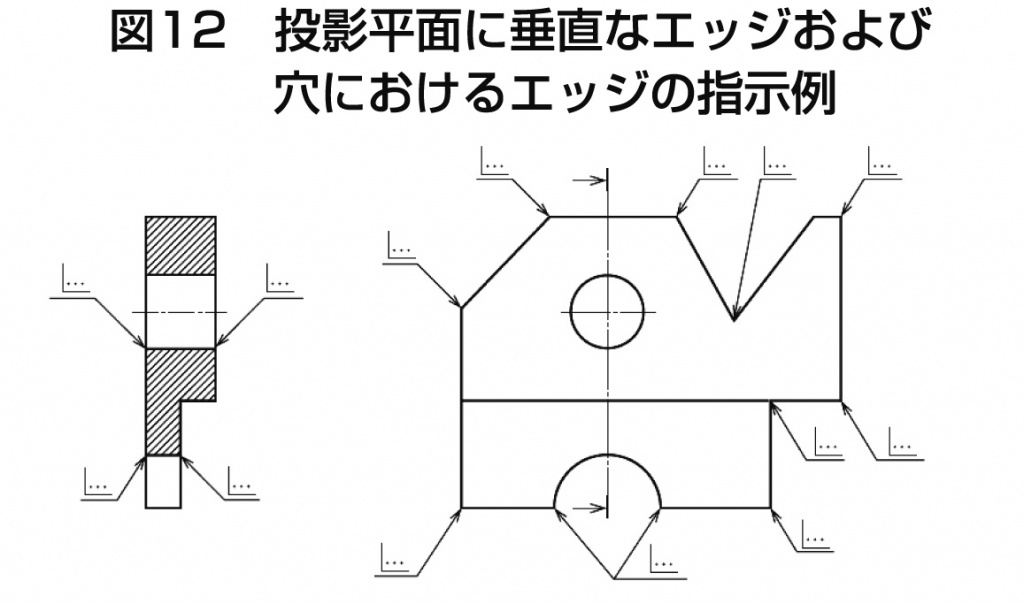
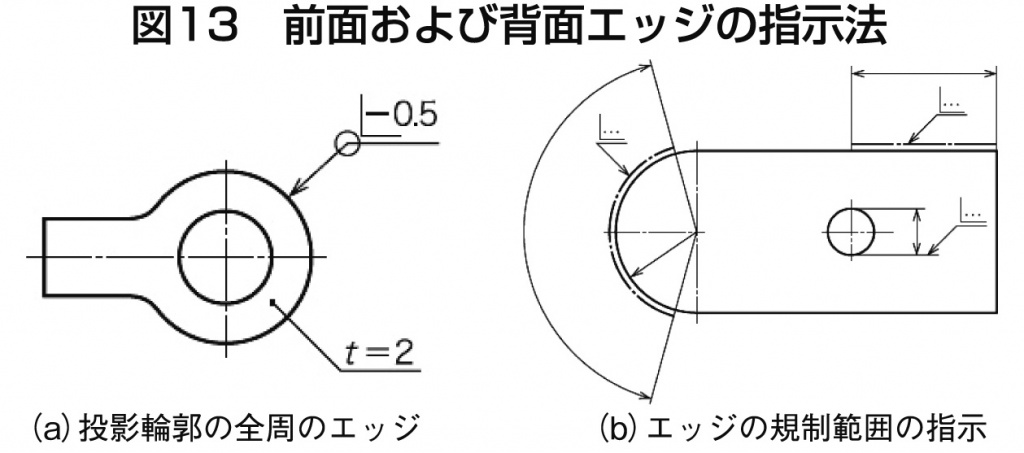
部品の投影平面に垂直なエッジおよび穴のようなエッジは、図12のように指示し、部品の前面および背面の外形形状が同一であるように一つの投影図で表されている場合には図13のように指示する。ここで、一つのエッジの指示長さに対してだけ有効なエッジの状態は、それに対応する寸法とともに太い一点鎖線によって形体から少し離して指示する。
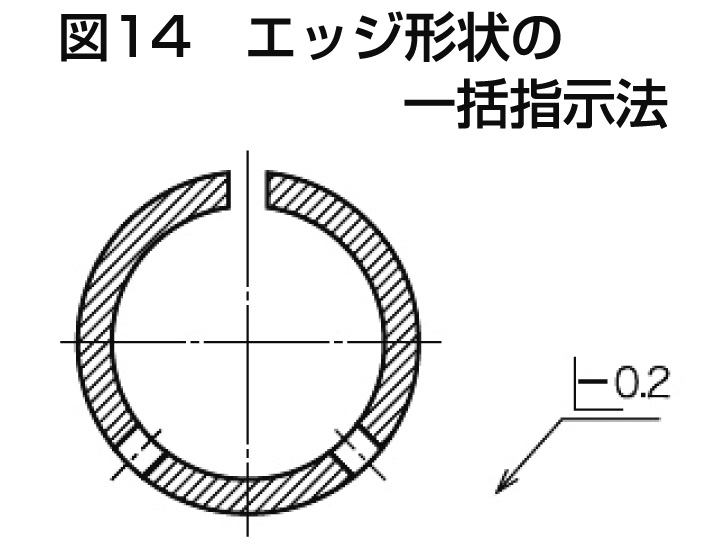
エッジの状態に対する要求が対象物のすべてのエッジに共通する場合には、設計図面上の適切な位置に図14に示すように一括指示する。一部分だけ異なる場合には共通するエッジの指示の後にかっこをつけて共通でない記号を列記する。また、設計図面上にエッジ指示に関する規格を引用する場合、図15のように指示する。
ここで紹介した「エッジ品質」は、制定当時に高い使用頻度と調査されたエッジ寸法を基準寸法として採択したが、制定以来?年近くが経過しており、今日の加工技術の進歩を考慮して「エッジのマイクロ化」や「エッジの高付加価値化」に対応可能な規格として基準寸法に寸法範囲を付記し、エッジのサイズに対応して許容できる幾何公差を設定したものである。このJISが皆さまの自社製品の高機能化・高品質化に活用いただくことを期待してやまない。
【執筆者】関西大学名誉教授/学校法人関西大学顧問 北嶋 弘一