-
業種・地域から探す

フローティング加工によるバリ取りの自動化技術
フローティング加工によるバリ取りとは
-
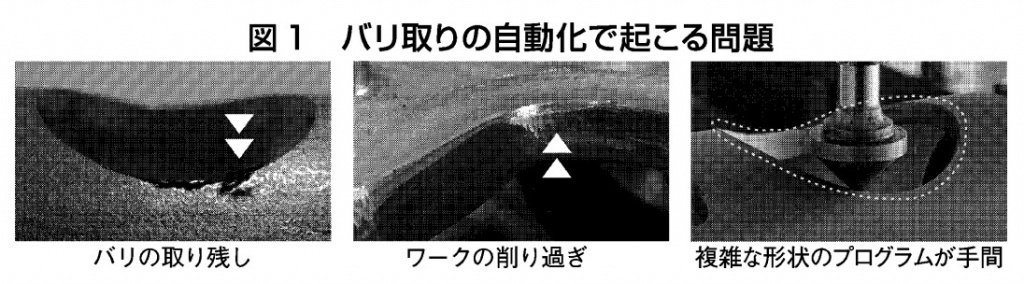
バリ取りの自動化で起こる問題 -
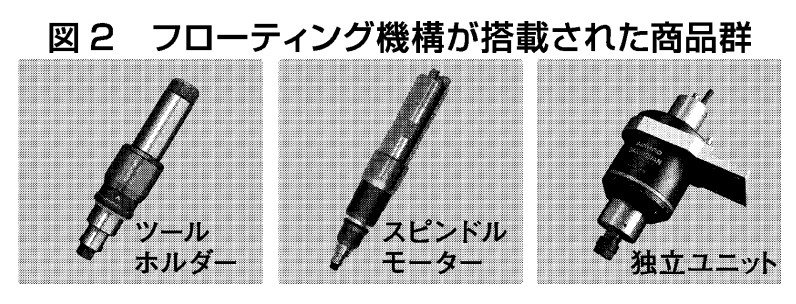
フローティング機構が搭載された商品群
フローティング加工とは、フローティング機構を備えたアタッチメントにより刃先をワークの形状に倣わせ、ワークの削り過ぎやバリの取り残しを防ぐ加工方法をいう。フローティング機構とは、スプリングや圧縮空気を用いて、工具を一定圧力でワークに押し付ける構造を指す。フローティング機構は、ツールホルダーやスピンドルモーターに内蔵される場合と、独立ユニットで構成される場合がある(図2)。
フローティング機構の役割
-
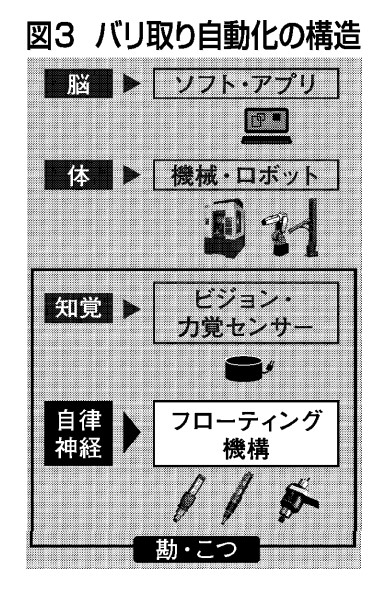
バリ取り自動化の構造
バリ取りの自動化で最大の問題は、人間における勘・こつ・判断を何が担うかである。ビジョンカメラ、各種センサーやソフトウエアは人間の感覚や脳に当たる部分だが、ソフトウエアは人間のように曖昧な情報を処理することができない。
また情報をインプット、演算、アウトプットして機械を動かすという複数の処理工程を経なければならず、高速加工が求められるバリ取りでは、センサーやソフトウエアだけではスピードの観点から不十分である。
フローティング機構は人間が意識しない領域で働く、いわば自律神経のような役割を持つ(図3)。曖昧な情報に対してダイレクトにリアクションさせることで、センサーとソフトウエアだけでは達成できない高速バリ取りを実現する。
フローティング機構の種類と選択方法
フローティング機構は先端をZ方向に伸縮させる伸縮型と、工具やスピンドルを傾かせる傾動型に分けられる。伸縮型はワークのエッジに発生するバリに適しており、鋳物の輪郭や機械加工後のバリ取りで多く使用されている。傾動型はエッジよりも「面」に発生する突起やバリに適しており、アルミダイカストのパーティングライン除去などで多く使用されている。
バリ取りの高速化にはフローティング機構が必須
-

BARRIQUANスピンドルモータタイプ BRQ?EZ01
垂直多関節ロボットを使用してバリ取りを行う場合、工具を回転動作やレシプロ動作させるエンドエフェクターを主に使用する(図4)。
ロボットでバリ取りを行うには、ティーチングによりエンドエフェクターの先にある工具をバリに沿わせるようにロボットを動かす必要がある。ところが、多関節ロボットはMCのように、どのような状況でも正確な軌跡をたどるわけではなく、例えばロボットのスピードを変化させるとその軌跡も変わる。したがって、ティーチング時と実際の加工では刃先とワークの相対関係が変化し、膨大な時間を微調整に費やさなければならない。
しかし、フローティング機構があることでロボットの軌跡の変化を吸収し、調整時間を大幅に短縮できる。また、ワークの寸法差や取り付け誤差によって生じる衝撃も吸収できるため、量産加工においても高速で加工することが可能となる。
小型多関節ロボットが加工機になる
-

フローティング機構有無によるバリ取り時のロボットへの負荷比較
多関節ロボットは搬送や非接触作業の自動化に広く用いられる。金属加工のように剛性を必要とする作業の場合には、必要以上に大型化するため、不向きである。
前述の通りフローティング機構があれば、ロボットへの負荷や衝撃を和らげることができる。このため、MCに比べ剛性の低い小型多関節ロボットでもバリ取りの自動化が実現できる(図5)。
おわりに
フローティング加工は、バリ取りの自動化を手助けする加工法である。通常の切削加工とは求められるノウハウや工具の挙動が異なるため、使いこなすには少し慣れが必要となる。
工具の選定、回転数と送り速度、押し付け力とオフセット量など、選択要素が多い。ただし、一度使い方を理解すれば、単純な機構なため、イメージ通りの結果を得ることができるようになる。
当社はフローティング加工によるバリ取りの自動化のノウハウを持つので、気軽に相談してもらいたい。今後もラインアップや機能の拡充を継続し、さらなるバリ取りの自動化に寄与する商品開発を行っていく。
【執筆者】スギノマシン 精密機器事業本部 工具統括部 応用開発課 武藤 充